Инженердик сызгычтар кантип жасалат?
ыраазы
Болот, чоюн жана алюминий сызгычтар | |
| Болот түз жээктери аларды жумушка ылайыктуу кылуу үчүн өтүшү мүмкүн болгон негизги процесстер: термикалык иштетүү, чындоо, кыруу, майдалоо жана лактоо. Чоюндун түз четтери көбүнчө керектүү жалпы формага куюлат, андан кийин алардын жумушчу беттери кыруу, майдалоо же лактоо жолу менен бүткөрүлөт. | |
| Алюминий көбүнчө экструдировкаланат, анткени ал буюмдарды жасоонун абдан тез жана үнөмдүү жолу болушу мүмкүн. Бирок, экструдиялык алюминий сызгыч столдун үстүндө керектүү тактыкка жетүү үчүн чоюн сызгычка окшош иштетүүнү талап кылат. |
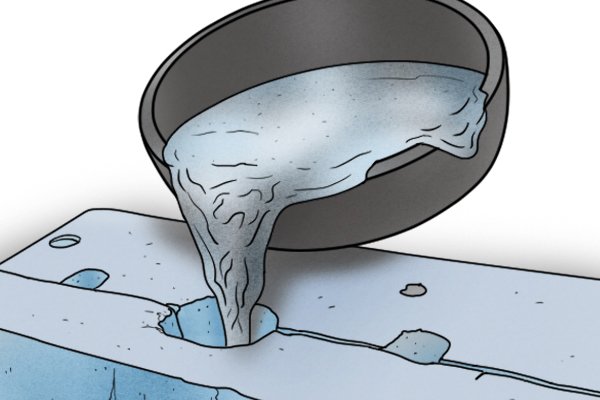
 | чыгарууКуюу – бул эриген металлды калыпка куюуну камтыган өндүрүш процесси, ал муздап, калыптын формасын алат. Ушундай жол менен көптөгөн татаал формаларды жасоого болот. Куюу тетик талап кылган иштетүүнүн көлөмүн азайтышы же айрым учурларда жок кыла алат. Бул көбүнчө темирден жасалат, бирок болот жана алюминий да куюлган болот. |
 | жылуулук дарылооЖылуулук менен иштетүү жана чыңдоо металлдын жана башка материалдардын физикалык касиеттерин өзгөртүү үчүн колдонулган өндүрүш процесстери. Жылуулук менен дарылоо металлды өтө жогорку температурага чейин ысытуудан, андан кийин аны катуулатуудан турат (тез муздатуу). Бул металлдын катуулугун жогорулатат, бирок ошол эле учурда аны морт кылат. |
 | мүнөзТемпература термикалык иштетүүдөн кийин жүргүзүлөт жана ошондой эле металлды ысытууну камтыйт, бирок жылуулук менен иштетүү учурунда талап кылынгандан төмөн температурага чейин, андан кийин жай муздатуу. Катуулоо металлдын катуулугун жана морттугун азайтат, анын катуулугун жогорулатат. Жылуулоо учурунда металл ысытылган температураны көзөмөлдөө менен металлдын катуулугу менен катуулугунун ортосундагы акыркы балансты өзгөртүүгө болот. |
 | ЭкструзияЭкструзия - бул инжектордук форманы өндүрүү ыкмасы, мында материал металлды штамп аркылуу түртүүчү сокку аркылуу түзүлөт. Матрица даяр даярдалган кесилишинин каалаган формасын камсыз кылган формага ээ. Алюминий экструдиялык өндүрүштө колдонулган эң кеңири таралган материал болуп саналат. |
Гранит жылмакай четтери | |
 | Инженердин гранит сызгычтары алгач граниттин чоң блогунан болжол менен кесилет. Бул чоң суу менен муздатылган араа менен жасалат. Жалпы формага жеткенден кийин, инженердик сызгыч катары колдонуу үчүн талап кылынган бүтүрүү жана тактык майдалоо, тырмалоо же лактоо аркылуу жетишилет. |
 | МайдалооМайдалоо – бул жасалгадан материалды алып салуу үчүн абразивдүү бөлүкчөлөрдөн турган жалгаштырылган майдалоочу дөңгөлөктү колдонуу процесси. Жылмалоочу дөңгөлөк – бул чоң ылдамдыкта айлануучу жана даярдалган тегеректин каптал бети же бети боюнча өтүүчү диск. Майдалоо 8 (орой) 250 (өтө майда) өлчөмүндөгү дисктер менен жүргүзүлүшү мүмкүн. Дандын өлчөмү канчалык майда болсо, даяр материалдын бетинин сапаты ошончолук жакшы болот. |
 | кесүүгөМайдалоо - бул тетиктин бети тегиз даяр бетти алуу үчүн проекциялардан арылтуу процесси. Майдалоо жалпак бетти талап кылган ар кандай металл бөлүгүндө жүргүзүлүшү мүмкүн. |
 | ЧаптооЛаппинг - бул даяр буюмдун бетинин жылмакай, тегиз болушу үчүн өндүрүштө колдонулган бүтүрүү процесси. Даярдоо бөлүкчөлөрү менен майлоочу бөлүкчөлөрдөн турган жабуучу кошулманы камтыйт, алар даярдалган тетиктин бети менен жабуучу аспаптын ортосуна жайгаштырылат. Андан кийин лаптоочу аспап даярдалган тетиктин бетине жылдырылат. |
 | Лаппа пастасынын абразивдүү табияты даярдалган тетиктин бетиндеги кемчиликтерди жок кылат жана так жана жылмакай жасалгаларды берет. Лаптоодо колдонулган абразивдердин эң кеңири таралган түрлөрү алюминий оксиди жана кремний карбиди болуп саналат, алардын өлчөмдөрү 300дөн 600гө чейин. |
Тыюу, тырмалоо же чабуу? | |
 | Майдалоо тегиздөө же тегиздөө сыяктуу жылмакай бетти бербейт. Сактоо металл бланктарда гана жүргүзүлүшү мүмкүн, андыктан аны граниттин түз четтерин өндүрүү үчүн колдонууга болбойт. Түз жээктин өлчөмү кырып салуу же чабуу жакшыраак сапаттуу түз жээк чыгарарын аныктайт. Эреже катары, тырмалоо узун узундуктарды тебелегенге караганда такыраак, бирок кайсы сызгыч так болорун так айтуунун бирден-бир жолу - сиз сатып алууну пландаштырып жаткан инженердик сызгыч өндүрүүчүлөрдүн толеранттуулугун карап көрүү. |

