Арткы огу MAZ
ыраазы
МАЗ арткы огун оңдоо эскирген же бузулган бөлүктөрүн алмаштыруудан турат. Арткы октун дизайны көпчүлүк оңдоо иштерин аны унаадан чыгарбастан жүргүзүүгө мүмкүндүк берет.
Айдоочу тиштүү май пломбасын алмаштыруу үчүн төмөнкүлөр керек:
- тиштүү валдын фланецинен 14 (72-сүрөттү караңыз) карданды ажыратыңыз;
- гайканы 15 бурап, бошотуңуз, фланецти 14 жана шайбаны 16 чыгарыңыз;
- сальниктин капкагын 13 бекиткен гайкаларды бошотуңуз жана сальниктин капкагын алуу үчүн демонтаждоочу болтторду колдонуңуз;
- салгычты алмаштыруу, анын ички көңдөйлөрүн 1-13 май менен толтуруңуз жана монтажды демонтаждоонун тескери тартибинде чогултуңуз (салмыштын куту капкактын сырткы учу менен бирдей басылган).
Эгерде сальникти 9 алмаштыруу зарыл болсо (71-сүрөттү караңыз), октун огу:
- дренаждык жана толтургуч тыгындарды бурап, көпүрөнүн картериндеги майды агызыңыз;
- кардан валынан ажыратуу;
- дөңгөлөк тетиктеринин кичинекей капкактарын 7 (73-сүрөттү караңыз) алып салыңыз;
- чоң капкакты бекитүүчү болтту 15 бурап, аны октордун 22 учтарындагы сайлуу тешиктерге бурап, аны күн тиштери 11 менен бирге дөңгөлөк тиштеринен этияттык менен чыгарып алыңыз;
- гайкаларды борбордук редуктордун огуна (жогорку экиден башкасы) бекиткен шпилькалардан бошотуңуз. Андан кийин, көтөргүчтүү троллейбусту колдонуп, редукторду алып салыңыз, редуктордун фланецине октун корпусуна буруңуз жана калган эки үстүнкү гайканы алып салгандан кийин, октун редукторунун май пломбасын тарткыч менен алмаштырып, ички көңдөйдү толтуруңуз. май менен 1-13.
Арткы ок тескери тартипте чогултулат, ал эми октун валдары мөөр басуучу эринди бурмалоо үчүн аларды буруп, кылдаттык менен орнотулушу керек.
Көбүнчө көпүрөнү оңдоо борбордук редукторду же дөңгөлөк дискин алып салуу жана демонтаждоо менен байланышкан.
МАЗдын борбордук редукторунун демонтажы
Борбордук редукторду алып салуудан мурун, октун корпусунан майды агызып, кардан валынан ажыратуу жана токтоочу тормозду бошотуу керек. Андан кийин кичинекей дөңгөлөк тиштүү капкактарын алып салыңыз, чоң дөңгөлөк тиштүү капкак болтторун бурап алыңыз жана аны октун валдарынын учтарындагы сай салынган втулкалар менен кезектешип буруп, октун валдарын дифференциалдан чыгарыңыз. Борбордук редукторду октун корпусуна бекиткен шпилькаларды бошотуңуз жана редукторду куурчак менен алып салыңыз.
Борбордук редуктор эң ыңгайлуу түрдө айлануучу монтажда ажыратылган. Колдоо жок болгон учурда бийиктиги 500-600 мм болгон жапыз стендди колдонсо болот.
Редукторду демонтаждоо ырааттуулугу төмөнкүдөй:
- подшипниктери менен коштолгон тиштүү 20 (72-сүрөттү караңыз) алып салуу;
- гайкаларды 29 жана 3 дифференциалдык капкактардан чыгаргыла;
- дифференциалдык подшипниктердин капкактарын 1 алып салуу;
- гайкаларды дифференциалдык стакандардын шпилькаларынан бошотуңуз жана дифференциалды ачыңыз (спутниктерди, каптал тиштүү механизмдерди, шайбаларды алып салыңыз).
Борбордук редуктордун бүктөлүүчү бөлүктөрүн жууп, кылдаттык менен текшериңиз. Подшипниктердин абалын текшериңиз, алардын жумушчу беттеринде эч кандай шишик, жаракалар, тешиктер, кабыктар болбошу керек, ошондой эле роликтер менен сепараторлор бузулуп же бузулушу керек.
Тиштин тиштерин текшерүүдө тиштердин чиптеринин жана сыныктарынын, жаракалардын, тиштердин бетинде цемент катмарынын чиптеринин жоктугуна көңүл буруңуз.
Иш учурунда борбордук редуктордун тиштеринин ызы-чуусу күчөгөндө, каптал клиренсинин мааниси 0,8 мм конус тиштүү механизмдерин алмаштыруу үчүн негиз боло алат.
Зарыл болсо, айдоо жана башкарылуучу конус тиштүү механизмдерин комплект катары алмаштырыңыз, анткени алар заводдо контакт жана каптал боштугу үчүн жуптар менен дал келет жана бирдей белгиге ээ.
Дифференциалдын бөлүктөрүн текшерүүдө спутниктердин кресттеринин, тешиктеринин жана сфералык беттеринин, каптал тиштүү механизмдердин, подшипник шайбаларынын жана дифференциалдык чөйчөктөрдүн акыркы беттеринин беттеринин абалына көңүл буруңуз, бул бырыштары жок болушу керек.
Эгер олуттуу эскирсе же бошоп калса, спутник втулкасын алмаштырыңыз. Жаңы втулка спутникке 26 ^ + 0,045 мм диаметрге чейин басылгандан кийин иштетилет.
Октук валдардын коло подшипник шайбаларынын олуттуу эскириши менен аларды алмаштыруу керек. Жаңы коло шайбалардын калыңдыгы 1,5 мм. Дифференциалды чогулткандан кийин, 0,5 жана 1,3 мм ортосунда болушу керек каптал тиштүү жана колдоо коло шайба ортосундагы ажырымды өлчөө сунуш кылынат. Ачыштык дифференциалдык чөйчөктөрдөгү терезе аркылуу сезгич ченегич менен өлчөнөт, спутниктер колдоочу шайбаларга иштебей калганда жана каптал тиш спутниктерге басылганда, башкача айтканда, алар менен ойнобой эле кошулат. Дифференциалдык чөйчөктөр комплект катары алмаштырылат.
Борбордук редукторду төмөнкү ырааттуулукта чогултуңуз:
- жетектөөчү механизмди чогултуу, аны подшипниктин корпусуна орнотуу жана конус подшипниктерди алдын ала жүктөө менен жөнгө салуу;
- дифференциалды чогултуу, аны картерге орнотуу жана алдын ала жүктөө менен дифференциалдык подшипниктерди тууралоо;
- редуктор корпусуна жетектөөчү механизмди орнотуу;
- конус тиштүү механизмдердин кошулуусун тууралоо;
- башкарылуучу тиштүү чектегичти ал токтогонго чейин тиштүү механизмге бурап, андан кийин алардын ортосундагы 1-10 мм боштукка туура келген 1/13-0,15/0,2 айлануу менен бошотуп, бекиткич гайканы тартыңыз.
Дөңгөлөктүн кыймылдаткычын демонтаждоо жана арткы дөңгөлөктүн хабын алып салуу
Демонтаждоо ырааттуулугу төмөнкүдөй:
- арткы дөңгөлөктөрдөгү гайкаларды бошотуңуз;
- арткы октун устундун бир капталынын астына домкрат коюп жана
- чаканы дөңгөлөктүү илип, андан кийин аны таянычка коюп, домкратты алып салыңыз;
- арткы дөңгөлөктөрдү кармап турган гайкаларды бошотуңуз, кыскычтарды жана сырткы дөңгөлөктү, аралык шакекти жана ички дөңгөлөктү алып салыңыз;
- дөңгөлөк тиштүү майын төгүү;
- чоң капкакты 14 (73-сүрөттү караңыз) кичинекей капкагы 7 менен дөңгөлөктүн жетектөөчү агрегатынан алып салыңыз;
- башкарылуучу механизмди 1 алып салыңыз, ал үчүн чоң капкактагы эки болтты тарткыч катары колдонуңуз;
- чоң капкактын болтун жарым валдын 22 сайлуу тешигине бураңыз, жарым стволду борбордук тиштүү 11 менен бүтүндөй алып салыңыз;
- спутниктерден 3 октун бекитүүчү болтторун бурап, тарткычты орнотуңуз жана 5 спутниктин окторун алып салыңыз, андан кийин подшипниктери менен толук спутниктерди алып салыңыз;
- хабдын подшипниктеринен бекиткич гайканы 27 бошотуңуз, бекитүүчү шакекти 26 алып салыңыз, гайканы 25 подшипниктерден бошотуңуз жана ички чөйчөктү 21 ташыгычтан алыңыз;
- подшипник аралыгын алып салыңыз, хаб тарткычты орнотуңуз жана тормоз барабаны менен хабдын жыйындысын алыңыз.
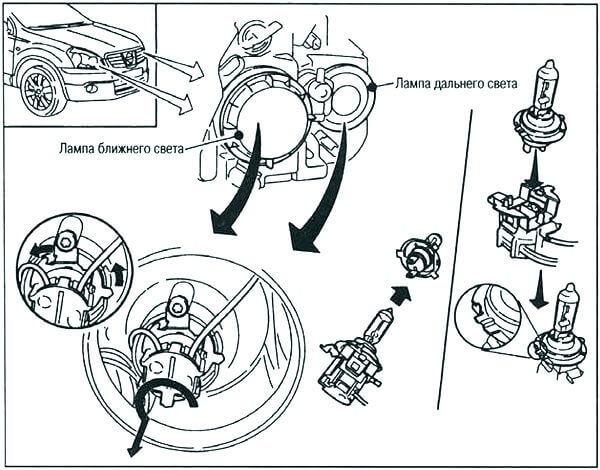
Май пломбасын жана подшипникти алмаштырууда төмөнкүлөр керек:
- тормоз барабанынын монтаждоочу болтторун бурап, чаң жыйгычты жана салгычтын капкагын алып салыңыз;
- сальникти капкактан алып салуу жана балканын жеңил соккулары менен жаңы салгычты орнотуу;
- Тарткычты колдонуп, дөңгөлөк подшипникинин тышкы жана ички жарыштарын чыгарыңыз.
Хабды жана дөңгөлөк тиштүү тетиктерин жууп, кылдаттык менен текшериңиз.
Тиштүү механизмдердин тиштеринин бетиндеги карбюризатордук катмардын талкаланышына жол берилбейт. Эгерде жаракалар же сынган тиштер бар болсо, редукторлорду алмаштыруу керек.
Нефти орнотуу жана дөңгөлөктүн кыймылдаткычын орнотуу тескери жасалат. Бул учурда, кош конус ички подшипник бир шакек орнотуу менен камсыз кылынат кепилдик алдын ала жүктөө менен даярдалган экенин эске алуу керек. Бул монтажда подшипник капастардын учтарында жана бөлүкчөлөрдүн шакекчесинин сырткы бетинде белгиленет. Бул подшипник брендге ылайык толук комплект катары гана орнотулушу керек.
Комплекттин айрым бөлүктөрүн алмаштырууга жол берилбейт, анткени бул подшипниктин октук боштугун өзгөртөт, бул анын бузулушуна алып келет.
Хаб подшипниктерин жөнгө салуу мүмкүн эмес, бирок туура тегиздөө бул подшипниктердин ички жарыштарын гайка жана гайка менен бекемдөө аркылуу камсыз кылынат. Хаб подшипник гайканы бекемдөө үчүн талап кылынган күч 80 мм шакек ачкычы бар ачкычта болжол менен 100-500 кгга барабар болушу керек.
МАЗ арткы огуна техникалык тейлөө
Арткы окту тейлөө орто редуктордогу жана дөңгөлөктүн тетиктериндеги майлоонун талап кылынган деңгээлин текшерүүдөн жана кармап туруудан, майлоочу майларды өз убагында алмаштыруудан, вентиляциялык тешиктерди тазалоодон, бекиткичтерди текшерүүдөн жана бекемдөөдөн, иштөө үнүн жана арткы октун жылытуу температурасын текшерүүдөн турат.
Арткы окту тейлөөдө борбордук редукторду тууралоого өзгөчө көңүл буруу керек. Жөнгө салуу редуктор алынып салынган менен жүргүзүлөт; Мында адегенде кыймылдаткыч конус тиштүү механизминин конус подшипниктери жана дифференциалдык подшипниктери туураланат, андан кийин конус тиштүү механизмдери контакттык патч боюнча жөнгө салынат.
Айдоочу конус тиштүү механизминин подшипниктерин тууралоо үчүн төмөнкүлөр керек:
- токтоочу тормозду демонтаждоо жана калипердин капкагын 9 алып салуу (72-сүрөттү караңыз);
- майын төгүү;
- жетектөөчү тиштүү подшипник корпусунун шпалдарындагы гайкаларды бошотуңуз жана алынуучу болтторду 27 колдонуу менен кыймылдаткыч конус тиштүү механизми менен корпусту 9 алып салыңыз;
- картерди 9 орунга бекитүү, индикатордун жардамы менен подшипниктердин октук боштугун аныктоо;
- картерди 9 бошотуп, айдоо конус тиштүү тиштүү тиштүү тиштүү кыстырып (жыланчынын жаактарына жумшак металл койгучтарды коюу). Фланец гайканы 15 бошотуп, бошотуңуз, шайбаны жана фланецти алып салыңыз. Капкакты алынуучу бурамалар менен алып салыңыз. Май дефлекторун 12, алдыңкы подшипниктин ички шакегин жана жөнгө салуучу шайбаны 11 алып салыңыз;
- тууралоочу шайбанын калыңдыгын өлчөө жана октук боштукту жоюу жана алдын ала жүктөөнү алуу үчүн аны кандай мааниге чейин азайтуу зарыл экенин эсептеп чыгуу (шайбанын калыңдыгынын азайышы өлчөнгөн октук валдын боштуктарынын суммасына барабар болушу керек) индикатордун жана алдын ала жүктөө маанисинин 0,03-0,05 мм);
- жөндөөчү шайбаны керектүү мааниге чейин майдалаңыз, аны жана башка бөлүктөрүн орнотуңуз, 13 мунай пломбалуу капкакты кошпогондо, аны орнотууга болбойт, анткени май пломбасынын фланецтин мойнуна сүрүлүүсү тууралоону так өлчөөгө мүмкүндүк бербейт. подшипниктерде редукторду айландыруудагы каршылык моменти. Жака гайканы чыңдоодо, подшипниктин корпусун роликтер подшипник жарыштарына туура жайгаштыргыдай кылып буруңуз;
- 0,1-0,3 кгм барабар болууга тийиш болгон жетектөө механизмин айландыруу үчүн зарыл болгон моменттин чоңдугуна ылайык подшипниктердин алдын ала жүктөөсүн текшериңиз. Бул момент гайка 15тин момент ачкычын колдонуу менен же винттин валынын монтаждоо болттору үчүн фланецтеги тешикке келтирилген күчтү өлчөө менен аныкталышы мүмкүн (75-сүрөт). Фланецтеги тешиктердин радиусуна перпендикуляр болгон күч 1,3 жана 3,9 кг ортосунда болушу керек. Конустуу ролик подшипниктерде өтө көп алдын ала жүктөө алардын ысып, тез эскиришине алып келерин эске алыңыз. Кадимки подшипник алдын ала жүктөө менен, анын абалына жана фланецине көз салып, гайканы жетектөөчү тешиктин валынан алып салыңыз, андан кийин 13 капкакты (72-сүрөттү караңыз) бези менен кайра орнотуңуз жана аягында монтажды чогултуңуз.
Дифференциалдык подшипниктерди чыңдоо гайкалар 3 жана 29 аркылуу жөнгө салынат, алар подшипниктерде талап кылынган алдын ала жүк алынганга чейин тиштүү механизмдин абалын бузбоо үчүн бирдей тереңдикте буроо керек.
Подшипниктин алдын ала жүктөөсү дифференциалды айландыруу үчүн зарыл болгон моменттин өлчөмү менен аныкталат, ал 0,2-0,3 кгм диапазондо болушу керек (конус тишсиз). Бул момент момент ачкычы менен же дифференциалдык стакандардын радиусуна келтирилген күчтү өлчөө менен аныкталат жана 2,3-3,5 кгга барабар.
Райс. 75. Борбордук редуктордун жетектөөчү тиш валынын подшипниктеринин герметикалуулугун текшерүү
Конус тиштүү механизмдерин текшерүү жана жөнгө салуу тартиби төмөнкүдөй:
- картерин, 9 подшипникти жетектөөчү механизми менен редуктордун корпусуна орнотуунун алдында конус тиштүү механизмдердин тиштерин кургатып, жетектөөчү механизмдин үч же төрт тиштерин алардын бүткүл бетине жука боёк катмары менен майлаңыз;
- картер 9 менен редуктор картерге орнотулат; гайкаларды кайчылашкан төрт шпилькага бураңыз жана фланецтин артындагы жетектөө механизмин 14 (бир тарапка жана экинчи тарапка) буруңуз;
- башкарылуучу тиштүү механизмдердин тиштерине алынган издер (байланыш пункттары) боюнча (7-таблица) тиштүү механизмдердин туура кириши жана тиштүү механизмдерди жөнгө салуу мүнөзү белгиленет. Дифференциалдык подшипниктердин жөнгө салынышын бузбастан, жетектөөчү тиштүү подшипниктин корпусунун фланецинин астындагы 18 жана гайкалар 3 жана 29 бөлүкчөлөрүнүн санын өзгөртүү жолу менен жөнгө салынат. Жүргүзүүчү механизмди башкарылуучу механизмден алыстатуу үчүн картер фланецинин астына кошумча шишиктерди коюу керек, зарыл болгон учурда тиштүү механизмдерди бириктирүү керек.
3 жана 29 гайкалар башкарылуучу механизмди жылдыруу үчүн колдонулат.. Дифференциалдын 30 подшипниктерин жөнгө салууга тоскоолдук кылбоо үчүн гайкаларды 3 жана 29 бир бурчта бекемдөө (ачуу) керек.
Тиштүү тиштердеги муфтаны (контакттык патч боюнча) тууралоодо тиштердин ортосундагы каптал боштугу сакталат, анын мааниси жаңы жуп тиштүү механизмдер үчүн 0,2-0,5 микрон чегинде болууга тийиш. Контакттуу патчты сунуш кылынган абалдан жылдыруу менен тиштүү тиштердин ортосундагы каптал боштукту кыскартууга жол берилбейт, анткени бул тиштүү механизмдердин туура киришинин бузулушуна жана алардын тез эскиришине алып келет.
Тиштүү механизмди тууралагандан кийин, подшипниктин корпусун редуктор корпусуна бекиткен бардык шпилькаларды бекемдеңиз, подшипниктин гайкаларындагы аялдамаларды орнотуңуз, крекер менен кыймылдаткычтын ортосунда 25 0-0,15 мм минималдуу боштук пайда болгонго чейин чектегичти 0,2 бекемдеңиз. (минималдуу ажырым кыймылдаткычтын тиштүү механизмдерин айлануу жолу менен белгиленет). Андан кийин башкарылуучу тиштүү чектегичти 25 гайка менен бекитиңиз.
Автомобилден борбордук редукторду алып салууда (түзөтүү же оңдоо үчүн) каптал редукторунун акыркы тегиздиги менен колдоо шайбасынын ортосундагы боштук 0,5-1,3 мм чегинде текшерилет.
Спутниктер тирөөч шайбаларга иштебей калганда жана каптал тиштүү спутниктерге басылганда, башкача айтканда, алар менен ойнобой туруп, дифференциалдык чөйчөктөрдөгү терезелер аркылуу сезгич ченегич менен ажырым текшерилет.
Арткы октун мүмкүн болгон бузулуулары жана аларды жоюу жолдору сегизинчи таблицада көрсөтүлгөн.
| Айдалган тетиктеги контакттык патчтын абалы | Кантип туура шайманды алуу керек | |
| алдыга жана артка | ||
| Туура конус тиштүү байланыш | ||
| Айдоочу тиштүү тиштүү кыймылдаткыч. Эгерде бул өтө аз тиштүү тиш боштугуна алып келсе, жетек тиштүү башкарылуучу тиштүү алыс жылдырыңыз. | ||
| Айдоочу тиштүү механизмди кыймылдаткычтын тиштеринен алыстатыңыз. Эгерде бул тиштүү тиштин ашыкча ойнолушуна алып келсе, жетектөөчү механизмди башкарылган абалга жылдырыңыз. | ||
| Айдоочу тиштүү тиштүү кыймылдаткыч. Эгерде ошол эле учурда илгичтеги арткы тешикти өзгөртүү керек болсо, жетектөөчү механизмди башкарылуучу тиштүү тиштерге өткөрүңүз | ||
| Айдоочу тиштүү механизмди кыймылдаткычтын тиштеринен алыстатыңыз. Эгерде бул муфтадагы каптал боштугун өзгөртүүнү талап кылса, жетектөө механизмин башкарылуучу тиштүү механизмден алыстатыңыз. | ||
| Айдоочу тиштүү механизмди кыймылдаткычка карай жылдырыңыз. Эгерде муфтадагы боштук өтө кичине болсо, башкарылуучу тиштүү механизмди жетектөөчү тетиктен алыстатыңыз. | ||
| Айдоочу тетикти башкарылуучу тиштүү механизмден алыстатыңыз. Өтө көп ойноо болсо, айдалуучу тиштүү механизмди кыймылдаткычка карай жылдырыңыз. |
ЗИЛ-131 лебедкасынын техникалык мүнөздөмөлөрүн да окуңуз
| аткарбаганы себеп | каражат |
| Көпүрөнү жылытуу көбөйөт | |
| Картердеги май өтө көп же өтө аз | Картердеги майдын деңгээлин текшерип, толуктаңыз |
| Туура эмес тиштүү алмаштыруу | Берүүнү тууралаңыз |
| Подшипниктин алдын ала жүгүн жогорулатуу | Подшипниктин чыңалуусун тууралаңыз |
| Көпүрөнүн ызы-чуусу көбөйдү | |
| Конустуу тиштүү механизмдердин туура келүүсүн жана кирүүсүн бузуу | Конус тиштүү механизмин тууралаңыз |
| Эскирген же туура эмес конус подшипниктер | Подшипниктердин абалын текшериңиз, зарыл болсо, аларды алмаштырыңыз жана бекемдигин тууралаңыз |
| Катуу эскирүү | Эскирген тиштүү механизмдерди алмаштырып, трансмиссияны тууралаңыз |
| Бурулушта жол көпүрөсүнүн ызы-чуусу күчөгөн | |
| Дифференциалдык каталар | Дифференциалды демонтаждоо жана көйгөйлөрдү чечүү |
| Бардык дөңгөлөктөрдөн ызы-чуу | |
| Туура эмес тиштүү алмаштыруу | Ташуучу тетиктерди же чөйчөктөрдү алмаштырыңыз. |
| Туура эмес дөңгөлөктүн майын колдонуу | Картер жуугуч менен май алмаштыруу |
| Майдын деңгээли жетишсиз | Дөңгөлөктүн аркасына май кошуңуз |
| Пломбалар аркылуу майдын агып чыгышы | |
| Эскирген же бузулган пломбалар | Мөөрлөрдү алмаштырыңыз |
Арткы октун аппараты MAZ
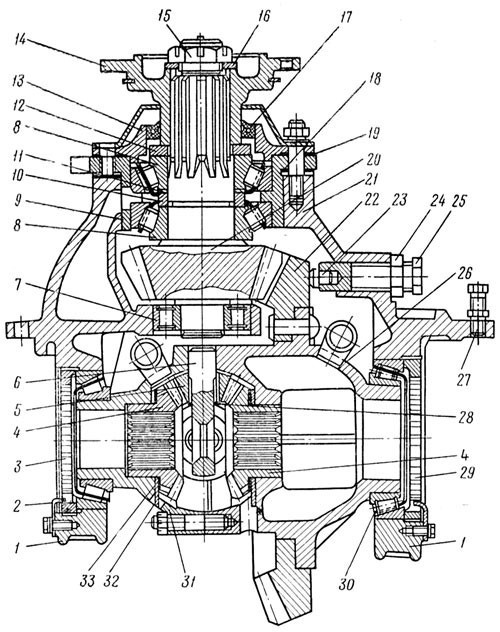
Арткы огу (71-сүрөт) кыймылдаткычтын ийкемдүү валынан моментти муфта, редуктор жана кардан валы аркылуу машинанын кыймылдаткыч дөңгөлөктөрүнө өткөрүп берет жана дифференциалды колдонуу менен кыймылдаткыч дөңгөлөктөрдүн ар түрдүү бурчтук ылдамдыкта айлануусуна мүмкүндүк берет.
Райс. 71. МАЗ арткы огу:
1 - тиштүү; 2 - арткы дөңгөлөктүн хабы; 3 - арткы дөңгөлөктүн тормоздору; 4 - октун корпусунун бекитүүчү пин; 5 — багыттоочу октун шакеги; 6 - октун корпусу; 7 - октун огу; 8 - борбордук редуктор; 9 — жарым остун бириктирилген эпиплону; 10 - жөнгө салуу рычагы; 11 - тормоз муштумун бошотуңуз
Кабыл алынган конструктивдүү жана кинематикалык моментин берүү схемалары аны борбордук редукторго бөлүп, аны дөңгөлөк редукторлоруна багыттап, ошону менен дифференциалдык жана октук валдарды эки баскычтуу схемада берилүүчү жогорулатылган моменттен түшүрүүгө мүмкүндүк берет. арткы октун негизги тиштери (мисалы, МАЗ-200 машинасы менен). Тишти колдонуу, ошондой эле тиштүү тиштердин санын гана өзгөртүү жана тиштүү тиштердин орто аралыктарын сактоо менен, ар кандай тиштүү катыштарды алууга мүмкүндүк берет, бул арткы окту транспорттун ар кандай модификацияларында колдонууга ылайыктуу кылат.
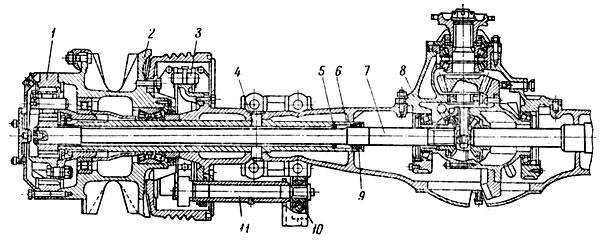
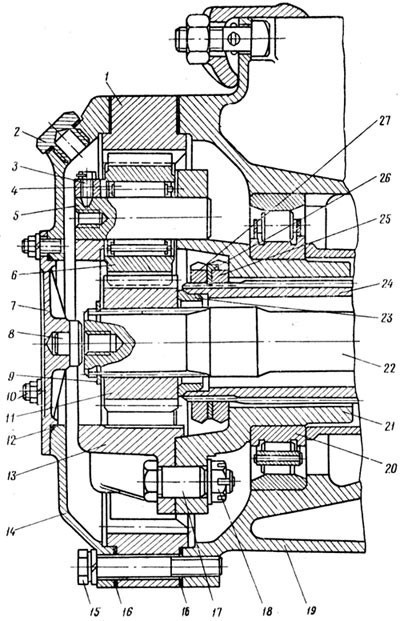
Борбордук редуктор (72-сүрөт) бир баскычтуу, спираль тиштери бар бир жуп конус тиштүү механизмдерден жана дөңгөлөктөр аралык дифференциалдан турат. Редуктордун бөлүктөрү ийкемдүү темирден жасалган картерге 21 орнотулган. Картердин устунга салыштырмалуу абалы редуктор корпусунун фланециндеги борборлоштуруучу ийин жана кошумча төөнөгүчтөр менен аныкталат.
Вал менен бир бөлүктөн жасалган кыймылдаткыч конус тиштүү механизми 20 консоль эмес, бирок эки алдыңкы конус ролик подшипниктеринен 8 тышкары кошумча арткы таянычка ээ, ал цилиндр формасындагы ролик подшипник 7. Үч аюунун конструкциясы бир кыйла компакттуу, ал эми подшипниктерге максималдуу радиалдык жүк бир кыйла кыскарган, консоль орнотууга салыштырмалуу, конус тиштүү тор орнотуунун көтөрүү жөндөмдүүлүгү жана туруктуулугу жогорулайт, бул анын туруктуулугун бир топ жогорулатат. Ошол эле учурда, конус роликтүү подшипниктердин кыймылдаткыч конус тиштүү механизминин таажысына жакындоо мүмкүнчүлүгү анын валынын узундугун кыскартат, демек, редуктор фланец менен редуктор фланецинин ортосундагы аралыкты көбөйтүүгө мүмкүндүк берет, бул кичинекей фланец менен абдан маанилүү. кардан валынын жакшыраак жайгашуусу үчүн вагон базасы. Конустуу ролик подшипниктердин сырткы расалары картерде 9 жайгашып, картерде жасалган ийинге токтоочу жерге басылган. Подшипник корпусунун фланеци арткы октун редукторуна болт менен бекитилген. Бул подшипниктер моментти өткөрүүдө бир жуп конус тиштүү дөңгөлөктөрүнүн биригишинен пайда болгон радиалдык жана октук жүктөрдү алат.
Райс. 72. Борбордук редуктор МАЗ:
1 - подшипник капкак; 2 - подшипник гайкасынын капкагы; 3 — сол подшипниктин гайкасы; 4 - вал тиштүү механизми; 5 - дифференциалдык спутник; 6 - дифференциалдык кайчылаш; 7 - жетектөөчү механизмдин цилиндрдик подшипниги; 8 - конус түрүндөгү подшипник жетектөөчү механизми; 9 - жетектөөчү механизмдин подшипник корпусу; 10 - бөлүүчү шакек; 11 - тууралоочу шайба; 12 - мунай дефлектор; 13 - сальниктин капкагы; 14 - фланец; 15 - фланец гайка; 16 - кир жуугуч; 17 - салфетка; 18 - клиналар; 19 - прокладка; 20 - жетектөөчү механизм; 21 - редуктор; 22 - башкарылуучу механизм; 23 - печенье; 24 - гайка; 25 - башкарылуучу тиштүү чектегич; 26 - оң дифференциалдык чөйчөк; 27 — трансмиссияны чечүүчү болт; 28 - түртүүчү шакек втулкасы; 29 — оң подшипниктин гайкасы; 30 - конус подшипник; 31 — сол дифференциалдын чөйчөгү; 32 - болот шайба; 33 - коло жуугуч
Ички подшипник валга бекем орнотулган, ал эми сырткы подшипник бул подшипниктерге алдын ала жүктөөнү жөнгө салууга мүмкүнчүлүк берүү үчүн тайгаланган. Конус роликтүү подшипниктердин ички шакекчелеринин ортосунда разрядчы шакек 10 жана жөнгө салуучу шайба 11 орнотулган Конус роликтүү подшипниктердин зарыл болгон алдын ала жүктөлүшү жөндөөчү шайбанын калыңдыгын тандоо менен аныкталат. Трансмиссиянын конус тиштүү механизминин 7 цилиндрдик ролик подшипниги арткы октун редукторунун корпусунун өтүүчү тешигине кыймылдуу финиш боюнча орнотулган жана жетектөөчү тешиктин аягындагы втулкадагы уячага кире турган кармап туруучу шакекче менен октук жылышуу жолу менен бекитилет.
Трансмиссиянын конустуу тетиктеринин валынын алдыңкы бөлүгүндө диаметри азыраак беттик жип жана чоң диаметрдеги беттик сплайн кесилип, ага май дефлектору 12 жана кардан валынын фланеци 14 орнотулган. Тиштин валында жайгашкан бардык тетиктер гайка 15 менен бекемделген.
Подшипниктин корпусун чечүүнү жеңилдетүү үчүн анын фланецинде эки бурчтуу тешик бар, ага байлоочу болтторду бурап коюуга болот; бурап киргенде болттор редуктор корпусуна таянат, ошонун аркасында подшипник корпусу редуктордон чыгат. Редуктор корпусунун фланецине сайылган бир эле максаттагы болтторду демонтаждоочу болт катары колдонсо болот.
Айдалган конус тиштүү 22 оң дифференциалдык чөйчөккө катырмаланган. Арткы октун жетектөөчү механизмине кошумча колдоо көрсөтүү үчүн редуктор корпусундагы пинион менен босстун ортосундагы боштук чектелүү болгондуктан, айдалуучу тиштүү механизмди дифференциалдык чөйчөккө ичинен туташтыруучу кадырлар жалпак баштуу.
Айдоочу механизм дифференциалдык чөйчөктүн фланецинин сырткы бетинде борборлоштурулган. Иштөө учурунда башкарылуучу механизм деформациянын натыйжасында жетектөөчү механизмден басылып калышы мүмкүн, анын натыйжасында тиштүү механизм бузулат. Көрсөтүлгөн деформацияны чектөө жана конус тиштүү дөңгөлөктөрдүн торчолорунда туура контактты камсыз кылуу үчүн редуктордо болт түрүндө жасалган кыймылдаткыч тиштүү чектегич 25 болот, анын учуна жезден жасалган крекер салынган. Чектөөчү редуктордун корпусуна анын токтогучу кыймылдаткыч конус тиштүү механизминин акыркы бетине тийгенге чейин бурап коюлат, андан кийин чектөөчү керектүү боштукту түзүү үчүн буралып ачылат жана гайкалар бекитилет.
Акыркы айдагычтын конустуу тиштүү механизмдеринин кириши жумшак болоттон жасалган жана подшипник корпусу менен арткы октун редукторунун корпусунун ортосуна орнотулган ар кандай калыңдыктагы 18 комплектисин алмаштыруу менен жөнгө салынышы мүмкүн. Заводдо конус тиштүү бир жуп контакт жана ызы-чуу үчүн алдын ала тандалган (тандалган). Демек, бир тиштүү механизмди алмаштырууда экинчи механизмди да алмаштыруу керек.
Арткы октун дифференциалы конус болуп, төрт спутниги бар 5 жана эки каптал тиштүү 4. Спутниктер жогорку бышык болот кайчылаш төөнөгүчтөрүнө орнотулган жана жогорку катуулугуна чейин термикалык иштетилген. Кресттин 6 жасалышынын тактыгы андагы спутниктердин туура салыштырмалуу абалын жана анын каптал тиштүү механизмдери менен туура кармашын камсыздайт. Спутниктер трансомдун мойнуна көп катмарлуу коло лентадан жасалган втулкалар аркылуу бекитилет. Спутниктердин жана кайчылаш баштардын негиздеринин ортосунда спутниктердин втулкаларын бекем бекитүүчү 28 болот тартуу шакекчелери орнотулган.
Спутниктердин дифференциалдык чөйчөккө жанаша турган сырткы учу сфералык бетке төшөлгөн. чөйчөктө спутниктердин колдоо штампталган коло шайба болуп саналат, ошондой эле тоголок. Спутниктер жогорку бекем карбюризацияланган эритме болоттон жасалган штурма конус тиштүү дөңгөлөктөр болуп саналат.
Төрт чекити бар кайчылаш, аларды биргелешип иштетүүдө чөйчөктөрдү ажыратуу тегиздигинде пайда болгон цилиндрдик тешиктерге кирет. Чөйчөктөрдү биргелешип иштетүү алардагы кресттин так жайгашкан жерин камсыздайт. Чөйчөктөрдү борборлоштуруу алардын биринде ийиндин, экинчисинде тиешелүү уячалардын жана төөнөгүчтөрдүн болушу менен ишке ашат. Чөйчөктөрдүн комплекти бирдей сандар менен белгиленет, алар биргелешкен иштетүүдө алынган тешиктердин жана беттердин жайгашуусунун тактыгын сактоо үчүн чогултуу учурунда дал келиши керек. Эгерде бир дифференциалдык чөйчөктү алмаштыруу зарыл болсо, экинчи, б.а. толук чөйчөктү да алмаштыруу керек.
Дифференциалдык чөйчөктөр ийкемдүү темирден жасалган. Дифференциалдык стакандардын түйүнчөктөрүнүн цилиндрдик тешиктерине түз конустуу жарым октук тиштүү механизмдер орнотулган.
Жарым октук тиштүү механизмдердин түйүнчөктөрүнүн ички беттери жарым октор менен туташтыруу үчүн эволюттук сплайндары бар тешиктер түрүндө жасалат. Каптал тиштүү жана чыны ортосунда кенен инсульт тууралоосуна ылайыктуу мейкиндик бар, бул алардын беттеринде май пленкасын кармап туруу жана бул беттердин эскиришине жол бербөө үчүн зарыл. Кошумчалай кетсек, жарым осьтордун жана чөйчөктөрдүн учтарынын көтөрүүчү беттеринин ортосуна эки шайба орнотулган: болот 32, туруктуу бурулуп, коло 33, калкып жүрүүчү түрү. Акыркы болот шайба жана каптал тиштүү ортосунда жайгашкан. Калактар дифференциалдык стакандарга ширетилип, дифференциалдык бөлүктөргө майлоочу майдын мол болушун камсыз кылат.
Редуктор корпусуна карата алардын туура жайгашуусу үчүн капкактар анын үстүнө втулкалардын жардамы менен борборлоштурулуп, ага шпилькалар менен бекитилет. Картер тешиктери жана дифференциалдык подшипник капкактары чогуу иштетилет.
Дифференциалдын конус ролик подшипниктеринин алдын ала жүктөлүшү гайкалар 3 жана 29 менен жөнгө салынат. Илимдүү темирден жасалган жөндөөчү гайкалардын ички цилиндрдик бетинде ачкыч чыккычтары бар, алар менен гайкалар оролгон жана бекитүүчү муруттары менен керектүү абалда бекитилет. 2, подшипник капкактын иштетилген алдыңкы бетине бекитилет.
Редуктордун тетиктери башкарылуучу конус тиштүү механизмдин шакекчеси аркылуу чачылган май менен майланат. Редуктордун корпусуна май баштыгы куюлат, анын ичине кыймылдаткыч конустуу редуктор менен чачылган май куюлат жана редуктордун корпусунун дубалдарынан ылдый аккан май тунуп калат.
Май баштыктан май канал аркылуу пиниондук подшипниктин корпусуна берилет. Подшипниктерди бөлүп турган бул корпустун ийиндеринде тешик бар, ал аркылуу мунай эки конус роликтүү подшипниктерге да агат. Бири-бирине конустар менен орнотулган подшипниктер келип түшкөн май менен майланат жана конус роликтердин насостук аракетинен улам аны ар кандай багытта айдайт: арткы подшипник майды картерге, ал эми алдыңкы подшипник аны кайра жетектөөчү валдын фланеци.
Фланец менен подшипниктин ортосунда катууланган жумшак болот тосмосу бар. Сырткы бетинде шайбада чоң кадамы бар сол жак жип бар, башкача айтканда жиптин багыты тиштүү механизмдин айлануу багытына карама-каршы келет; Мындан тышкары, жуугуч салгычтын ачылышында бир аз боштук менен орнотулган. Мунун баары фланецтин сырткы бетинин герметикалуулугунан улам подшипниктен сальникке майлоочу майдын агып кетишине жол бербейт.
Фланец тарабында подшипниктин корпусу чоюн капкак менен жабылат, анын ичине сырткы учу менен жуурулушкан эки жумушчу четтери бар арматураланган өзүн өзү көтөрүүчү резина прокладка басылган. Капкактын монтаждык ийиндеринде подшипник корпусундагы жантайыңкы тешик менен дал келген уяча жасалат. Капкактын жана подшипниктин корпусунун ортосундагы прокладка жана 18 сыналар алардагы кесилген жерлер тиешелүүлүгүнө жараша капкактын оюгу жана подшипник корпусундагы тешик менен дал келгендей орнотулган.
Капкактын көңдөйүнө кирген ашыкча май капкактын оюгу жана подшипник корпусундагы жантайган клапан аркылуу редукторго кайтарылат. Арматураланган резина пломба өзүнүн жумушчу четтери менен көмүртектүү болоттон жасалган фланецтин 14 жылмаланган жана катууланган жогорку катуулук бетине басылган.
Экинчи тиштүү цилиндрдик ролик подшипник чачыратуу менен гана майланат. Дифференциалдык стакандардагы конус ролик подшипниктери да ушундай эле майланышат.
Дөңгөлөк тиштүү механизмдердин болушу дифференциалдын бөлүктөрүндөгү жүктү азайтса да, бирок машинаны бурганда же жылганда тетиктердин айлануу ылдамдыгынын салыштырмалуу өсүшүнө алып келген. Ошондуктан сүрүлүүчү беттерди коргоо боюнча көрүлгөн чаралардан тышкары (тирек шайбаларды жана втулкаларды киргизүү) дифференциалдык тетиктерди майлоо системасын өркүндөтүү да пландаштырылууда. Дифференциалдык стаканга ширетилген бычактар редуктор корпусунан майлоочу майды алып, аны дифференциалдык стакандарда жайгашкан тетиктерге багыттайт. Кирүүчү майлоочу майдын көптүгү сүрүлүүчү тетиктердин муздаышына, алардын боштуктарга кирип кетишине өбөлгө түзөт, бул тетиктердин басып калуу жана эскирүү мүмкүнчүлүгүн азайтат.
Ошондой эле окуңуз КАМАЗ электр жабдууларын тейлөө
Толук чогулган борбордук редуктор арткы октун корпусундагы чоң тешикке орнотулуп, анын вертикалдуу тегиздигине шпилькалар жана гайкалар менен бекитилет. Арткы октун корпусунун жана редукторунун борбордук бөлүгүнүн туташтыргыч фланецтери прокладка менен бекитилет. Арткы октун картеринде картер монтаждоочу шпилькалардын сайлуу тешиктери сокур болуп саналат, бул бул байланыштын бекемдигин жакшыртат.
Арткы октун корпусу куюлган болоттон жасалган. Вертикалдык тегиздикте тешиктердин болушу дээрлик арткы октун корпусунун катуулугуна таасир этпейт. Анын редуктор менен байланышы катуу жана машинанын иштөө учурунда өзгөрбөйт. Вертикалдык тегиздикте мындай бекитүү горизонталдык тегиздикте, мисалы, МАЗ-200 автомобилинде редуктор менен арткы октун корпусу менен туташтырууга салыштырмалуу чоң артыкчылыкка ээ, мында жогорудан ачык картердин олуттуу деформациялары анын байланышын бузган. арткы октун корпусу менен.
Арткы октун корпусу эки учунда фланецтер менен аяктайт, аларга арткы дөңгөлөктөрдүн тормоздук калиперлери кагылган. Үстүнкү тараптан пружиналар аянтчалары аны менен бир бүтүнгө биригип, ылдый жактан бул аянтчаларга толкундар жасалат, алар арткы пружиналык тепкичтерге багыттоочу жана бул тепкичтердин гайкаларына таяныч болуп саналат.
Пружиналардын жанында кичинекей резина кармагычтар бар. Картердин ичинде ар бир тараптан экиден бөлгүч жасалат; картердин цилиндрдик учтарынын бул бөлүктөрүнүн тешиктеринде алар октун валдарынын 6 корпусу 71 (7-сүрөттү карагыла) менен басылган.
Дөңгөлөктүү тиштүү механизмдердин болушуна байланыштуу жарым остук кутуларга жүктүн салмагынын жана машинанын өздүк салмагынын күчтөрүнөн ийилген моменттен тышкары, дөңгөлөктөрдүн тиштүү чөйчөктөрү сезген реактивдүү момент да жүктөлөт. , ал корпустун толкундуу учуна бекем бекитилген. Ушуга байланыштуу кадрдын бекемдигине жогорку талаптар коюлат. Корпусу калың дубалдуу эритмелүү болот түтүктөн жасалган, ал күч-кубатты жогорулатуу үчүн жылуулук менен иштетилген. Корпусту арткы октун корпусуна кысуу күчү анын айлануусун алдын алуу үчүн жетишсиз, ошондуктан корпус арткы октун корпусунда кошумча түрдө бекитилет.
Пружина платформаларынын жанында жайгашкан картер бөлүмдөрүндө кузовду басканда, бир эле учурда арткы октун корпусу жана октун валынын корпусу аркылуу эки тешик бургулалат. Бул тешиктерге арткы октун корпусуна ширетилген 4 катууланган болот бекитүүчү казыктар киргизилген. Кулпу төөнөгүчтөрү арткы октун корпусунда корпустун айлануусуна жол бербейт.
Тик ийилүүчү жүктөрдүн таасири астында картер менен корпусту алсыратпоо үчүн горизонталдуу тегиздикте бекитүүчү төөнөгүчтөр орнотулат.
Жарым октордун картерлеринин сырткы учтарында дөңгөлөк тиштеринин чөйчөгү орнотулган туш келди сплайндар кесилген. Корпустун ошол эле тарабында дөңгөлөктүн түйүнүнүн подшипниктеринин гайкаларын бекитүү үчүн жип кесилет. Вал пломбалары үчүн тешиктер 9 7 жана жетектөөчү борборлоштуруучу шакекчелер 5 корпустардын ички учтарынан жасалат. Борборлоштуруучу шакекчелер монтаждоо учурунда валды жетектейт, вал пломбаларын бузулуудан коргойт. Валдын пломбалары – мөөр басылган болот капаска орнотулган өзүнчө өзүнчө кулпуланган арматураланган резина пломбалар, алардын мөөрлөрү бири-бирине каратышат.
Май ысытылганда борбордук дөңгөлөктүн редукциялык механизмдеринин картерлеринин көңдөйлөрүндө басымдын көбөйүү мүмкүнчүлүгүн болтурбоо үчүн арткы октун корпусунун үстүнкү бөлүгүнө үч вентиляциялык клапан орнотулган, ал эми үстүңкү бөлүгүнүн сол жагына бир. арткы ок, орто кеңейүү жарым ок корпусу жана жазгы аймактарга жакын эки. Картер көңдөйлөрүндөгү басым жогорулаганда вентиляциялык клапандар ачылып, бул көңдөйлөрдү атмосфера менен байланыштырат.
Дөңгөлөк жетек (сүр. 73) арткы октун редукторунун экинчи баскычы.
Борбордук редуктордун кыймылдаткыч конустуу тиштүү механизминен жетектелген конустуу тиштүү жана дифференциал аркылуу момент дөңгөлөктүн спутниги 1 деп аталган борбордук тиштүү механизмге моментти берүүчү огу 74 ге (2-сүрөт) берилет. түртүү. Күн механизминен айлануу үч спутникке 3 берилет, күн тишинин айланасында тегерек аралыкта жайгашкан.
Спутниктер тышкы 4 жана ички 5 чөйчөкчөлөрдөн турган туруктуу таянычтын тешиктерине бекитилген огу 10 боюнча күн механизминин айлануу багытына карама-каршы багытта айланат. Спутниктерден айлануу арткы дөңгөлөктүн хабына орнотулган ички тиштүү механизмдин шакекче тиштерине 6 берилет. Шакек тиштүү механизми 6 спутниктер менен бирдей багытта айланат.
Дөңгөлөктүн жетегинин кинематикалык схемасынын тиштүү катышы шакекчедеги тиштердин саны менен күн тиштеринин санына карата аныкталат. Спутниктер өз октарында эркин айланып, тиштүү катышка таасир этпейт, ошондуктан, дөңгөлөк тиштеринин тиштеринин санын өзгөртүү менен, октордун ортосундагы аралыкты сактоо менен, сиз бир катар тиштүү катыштарды ала аласыз, алар бирдей болсо да. борбордук редуктордогу конус тиштери, арткы көпүрөнүн көбүрөөк тиштүү катышын тандай алат.
Райс. 73. Дөңгөлөктүү:
1 - шакекче тиштүү (айдоо); 2 - толтургуч тыгын; 3 - спутниктин огунун кармагычы; 4 - спутниктин жүрүшү; 5 - спутниктин огу; 5 - спутник; 7 - кичинекей капкак; 8 - октун валынын туруктуу жаракасы; 9 - кармагыч шакек; 10 - чач кычкач; 11 - күн тиштүү (жетектөөчү); 12 - мөөр басуучу шакек; 13 - сырткы айнек; 14 - чоң жабуу; 15 — чоң капкак жана шакекче тиштүү болт; 16 - прокладка; 17 - старттык болттун чөйчөгү; 18 - гайка; 19 - дөңгөлөк хабы; 20 - хабдын сырткы подшипниги; 21 - айдалуучу ички чөйчөк; 22 - октун огу; 23 - жүрүүчү тиштүү токтотуу; 24 - октун корпусу; 2S - хаб подшипник гайка; 26 - кармагыч шакек; 27 - дөңгөлөк подшипник гайка
Структуралык жактан дөңгөлөк тиштери төмөнкүдөй жасалат. Бардык тиштүү цилиндр, шпур. Күн тиштүү 11 (73-сүрөттү караңыз) жана спутниктер 6 - тышкы тиштүү, таажы - ички тиштүү.
Күн тиштүү тешигинде октун валынын тиешелүү учундагы сплайндар менен бириккен эволюттук сплайндары бар тешик бар. Октун валынын карама-каршы ички учунда да дифференциалдык валдардын түйүнчөсүндөгү сплайндар менен айкалышкан бурмаланган сплайндар бар. Октук валдагы борбордук валдын октук кыймылы пружинанын кармагыч шакекчеси 9 менен чектелет. Октун валынын 22 борбордук редукторго карай октук кыймылы ага бекитилген борбордук планета менен чектелет. Карама-каршы багытта октун валынын кыймылына дөңгөлөк тиштүү механизминин кичинекей капкагынын 8 втулкасына басылган туруктуу жарака 7 тоскоол болот. Спутниктер эки чөйчөктөн турган алынуучу кронштейнге бекитилген шахталарга орнотулган. Ички чөйчөк 21 көмүртек болоттон согулган, анын сырты цилиндр формасындагы түйүнчөгү жана ички тешикчеси бар. Сырткы чөйчөк 13 бир кыйла татаал конфигурацияга ээ жана куюлган болоттон жасалган. Подшипник чөйчөктөрү үч болт менен бири-бирине туташтырылган.
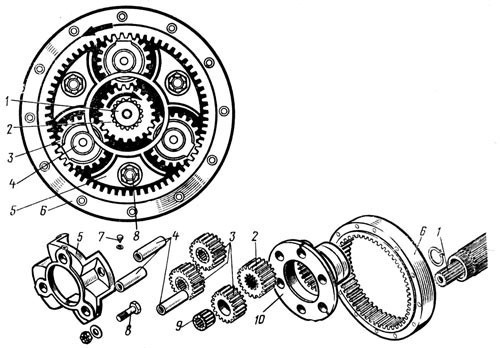
Күрүч. 74. Дөңгөлөктүү башкаруу схемасы жана анын реквизиттери:
1 - октун огу; 2 - күн тиштери; 3 - спутник; 4 - спутниктин огу; 5 - сырткы чөйчөк; 6 - шакекче тиштүү; 7 - спутниктин кармагыч огу; 8 - алып жүрүүчү чөйчөктүн бириктирүүчү болты; 9 - спутниктин жүрүшү; 10 - ички чыны кармагыч
Ташуучунун чогулган чөйчөктөрүндө бир эле учурда спутниктердин огу үчүн үч тешик иштетилет (бургулалат), анткени спутниктердин күн жана шакекче тиштүү тиштерине карата салыштырмалуу абалынын тактыгы берүү муфтасын, тиштүү механизмдерин жана тууралыгын аныктайт. ошондой эле тиштүү механизмдердин туруктуулугу. Бирге иштетилген дөңгөлөк түйүндөрү башка хабдар менен алмаштырылбайт жана ошондуктан сериялык номер менен белгиленет. Спутниктик октун тешиктери үчүн сырткы чөйчөктөрдүн тиштери үч спутник окунун бекитүүчү болттору үчүн сайлуу тешиктерге ээ.
Чогулган көз айнек (дөңгөлөк кармагычтар) октун корпусунун сырткы шнурлуу бөлүгүнө орнотулат. Ташуучуну отургузуунун алдында дөңгөлөктүн ички түйүнү 19 эки подшипникке октун валынын картеринде орнотулат. Ички хабдын кош конус ролик подшипник түздөн-түз октун корпусуна орнотулат, ал эми тышкы цилиндрдик ролик подшипник дөңгөлөк ташуучуга орнотулган. Кош конус ролик подшипник менен дөңгөлөк алып жүрүүчүнүн ортосунда куюлган арачы орнотулган. Андан кийин чогулган кронштейн гайка 25 жана бекиткич гайка 27 аркылуу октун валынын корпусуна бекитилет. Гайка менен гайка ортосуна кармап туруучу шакекче 26 орнотулган, ал октун корпусунун оюгуна ички чыгышы менен кириши керек.
Дөңгөлөк тиштүү дөңгөлөктөрдүн чогулган чөйчөктөрү спутниктер эркин киргизилген үч тешикти түзөт. Спутниктерде сырткы да, ички да шакекчелери жок 4 цилиндрдик ролик подшипниктерин орнотуу үчүн кылдаттык менен иштетилген цилиндрдик тешиктер бар. Демек, спутниктин ички цилиндрдик тешиги – колдоочу роликтер үчүн бурчтук кур. Ошо сыяктуу эле, спутник валынын бети подшипниктин ички шакекчесинин ролун аткарат. Подшипниктердин чыдамкайлыгы чиркегичтердин катуулугуна түздөн-түз байланыштуу болгондуктан, спутниктин валдары легирленген болоттон жасалган жана беттик катмардын жогорку катуулугун алуу үчүн (HRC 60-64.
Дөңгөлөктүү жетекти чогултууда адегенде спутниктин тешигине подшипниктер орнотулат, андан кийин стакандар пайда болгон тешикке тиштүү механизмди түшүрүп, спутниктин валы подшипникке киргизилет. Спутниктик вал чөйчөкчөлөргө тууралоо курсу боюнча орнотулат жана аларда айлануу жана октук жылышуу жолу менен бекитүүчү болттун 3 жардамы менен бекитилет, анын конус таягы спутниктин валынын аягындагы конус тешигине кирет. Бул валдын демонтажын жеңилдетүү үчүн, анын алдыңкы бетинде бурчтуу тешик бар. Жең аркылуу бул тешикке болтты киргизүү менен, алып жүрүүчүнүн сырткы чөйчөгүнө таянып, спутниктен валды оңой эле алып салсаңыз болот.
Тиштүү дөңгөлөктөр күн тиштүү жана шакекче тетиктер менен биригет.
Момент негизги тиштүү механизмге аны менен бириктирилген үч тиштүү механизм аркылуу берилет, ошондуктан шакекченин тиштери дөңгөлөк тиштеринин тиштерине салыштырмалуу азыраак жүктөлөт. Иштөө тажрыйбасы ошондой эле ички тиштүү алкагы бар тиштүү муфта эң бышык экенин көрсөтүп турат. Шакек тиштүү орнотулган жана арткы дөңгөлөктүн хабынын оюгунда ийин менен борборлоштурулган. Тишти жана хабдын ортосунда прокладка орнотулган.
Сырткы жагында шакекче тиштүү механизмдин жакасынын ортосунда тиштүү механизмди жаап турган чоң жапкыч 14 бар. Ошондой эле капкак менен тиштин ортосуна мөөр басуучу прокладка орнотулган. Капкак жана шакекче тиштүү жалпы болттор менен арткы дөңгөлөктүн хабына 15 менен буралган, ал дөңгөлөктүн рамасына орнотулган подшипникке орнотулган, спутниктердин огу, тактык тешиктери менен керектүү өз ара жайгашуусун камсыз кылат. ошол эле алып жүрүүчүнүн механикалык иштетүү жана саат механизминин башы менен спутниктердин туура туташтыруу учурунда жайгаштырылган. Башка жагынан алганда, күн тиштүү атайын таянычка ээ эмес, башкача айтканда, ал "калкып" жана планетардык тиш тиштери боюнча борборлоштурулган, ошондуктан планетардык тиштүү, алар жетиштүү тактык менен тегерек айланасында бирдей аралыкта жайгашкан, ошондуктан, салмактуу. .
Дөңгөлөктүн жана спутниктердин күн тиштери термикалык иштетилген 20ХНЗА жогорку сапаттагы легирленген болоттон жасалган. Тиштүү тиштердин беттик катуулугу HRC 58-62ге жетет, ал эми тиштердин өзөгү HRC 28-40 катуулугу менен ийкемдүү бойдон калууда. аз жүктөлгөн шакек тиштүү 18KhGT болоттон жасалган.
Дөңгөлөктүн редукторунун тиштери жана подшипниктери дөңгөлөктү азайтуучу механизмдин көңдөйүнө куюлган чачыраткыч май менен майланат. Тиштүү камера чоң капкактан жана конус подшипниктерде айлануучу арткы дөңгөлөктүн түйүнүнөн тургандыктан, тиштүү камерадагы май бардык тиштүү механизмдерди жана тиштүү дөңгөлөк подшипниктерин майлоо үчүн тынымсыз кыймылдатып турат. Май кичинекей капкак 7 аркылуу куюлат, чоң дөңгөлөктүн жетектөөчү капкагына үч төөнөгүч менен бекитилет жана борборлоштуруучу жаканы бойлой резина мөөрү шакекче 12 менен бекитилет.
Кичинекей капкак алынып салынганда, чоң капкактагы тешиктин төмөнкү чети дөңгөлөк поездиндеги майдын керектүү деңгээлин аныктайт. Чоң май төгүүчү тығында баррель тыгыны менен жабылган тешик бар. Майдын дөңгөлөк тиштеринин көңдөйүнөн борбордук редукторго агып чыгышына жол бербөө үчүн, жогоруда белгиленгендей, октун валына кош май пломба орнотулган.
Дөңгөлөктүн кыймылдаткычынын көңдөйүнөн чыккан май да дөңгөлөктөрдүн кош конустуу жана цилиндр формасындагы ролик подшипниктерин майлоо үчүн арткы дөңгөлөктүн хабынын көңдөйүнө кирет.
Хабдын ички жагынан анын акыркы бетине чейин резина прокладка аркылуу сальниктин капкагы буралып, анын ичине резина-металлдан өзүн-өзү бекитүүчү салгыч салынган. Салгычтын жумушчу чети огу корпусуна басылган алынуучу шакекченин боюнда хабдын көңдөйүн бекитет. Шакектин бети тазалыктын жогорку даражасына чейин майдаланат, катуулугу жогору жана жылмаланат. Дөңгөлөктүн түйүнүндөгү сальниктин капкагы далынын ортосуна жайгаштырылган, ал ошол эле учурда кош конус подшипниктин тышкы шакегине таянып, анын октук кыймылын чектейт.
Бездин капкагында чоң өлчөмдөгү фланец мунай дефлекторунун милдетин аткарат, анткени ал менен алынуучу бездин шакекчесинин ортосунда кичине боштук бар. Ошондой эле фланецтин цилиндрдик бетинде хабдын айлануу багытына карама-каршы багытта жантаюусу бар май жуугуч оюктар кесилет. Майдын тормоз барабандарына түшүшүнө жол бербөө үчүн май пломбасы май дефлектору менен жабылат.