Калина клапандарын кантип тууралоо керек
ыраазы
Клапандардын боштуктарын тууралоо
Бул муздак кыймылдаткыч менен гана жүзөгө ашырылат - оптималдуу чөйрө температурасы +20 градус. Алдын ала даярданыңыз:
- тар жаактары бар кычкачтар;
- бурагыч;
- баштар;
- май алып салуу шприц;
- кыпчуур;
- клапан крекер (аппарат);
- зонд (0,2 жана 0,35 мм);
- жуугучтарды жөнгө салуу.
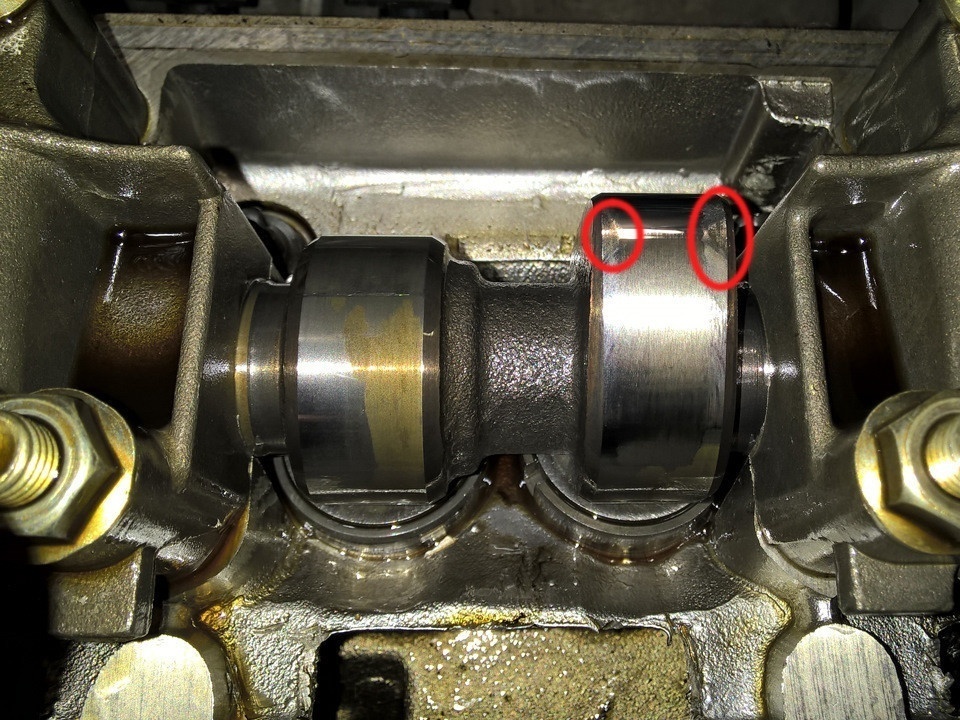
Клапан капкагын кармап турган болтторду бурап, аны алып салыңыз жана учкундарды чыгарыңыз. Ошол эле учурда, эч кандай эскирүү жок экенине ынануу үчүн бөлүштүрүүчү валдын бөлүктөрүн текшериңиз. Андан кийин шприц менен баштын майын алып салыңыз. Клапан зымын шпилькаларга бекитиңиз. Кийинки кадамдар:
- Кранквалды буруп, убакыттын капкагындагы жана шкивтеги белгилерди тегиздеңиз. Андан кийин шкивдин дагы үч тиштерин жаналды айлантыңыз.
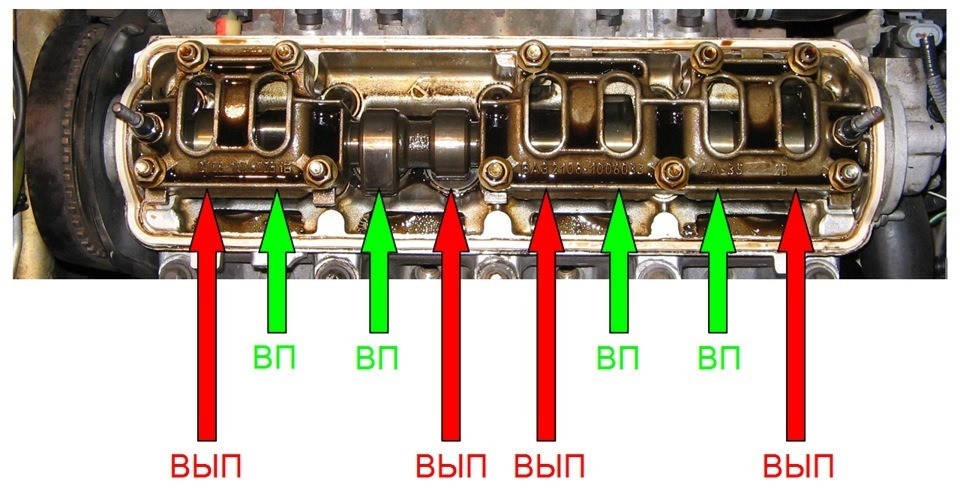
- 0,2 мм (киргизүү) жана 0,35 мм (чыгыш) сезгич ченегичти колдонуп, боштуктарды текшериңиз. Маалымат үчүн: Кабыл алуу жана чыгаруу клапандары кайда экенин аныктоо үчүн солдон оңго карай санаңыз: соргуч-алуучу, соргуч-чыгаруучу ж.б. Бул үчүн, клапанды аспаптын жардамы менен түшүрүп, түрткүчтүн жалпак баштуу бурагыч менен айлануусуна жол бербеңиз.
- Төмөндөгү түртүүчү таякчаны кармап, эски шайбаны алып салуу жана туура келген жаңысын орнотуу үчүн кычкачты колдонуңуз.
- Кысгычты алып, боштукту дагы бир жолу текшериңиз - сезгич ченегич көп күч жумшабастан өтүшү керек.

Регламенттин тартиби: 1-старт - 2-старт, 5-старттар - 2-старттар, 8-старттар - 6-лар, 4-старттар - 7-старттар.
Калинанын клапандарын тууралоо 8 клапандуу кыймылдаткычы менен капоттун астындагы металлдык ызы-чууну эске салган жагымсыз жана коркунучтуу үн чыкканда зарыл. Бул клапандар дароо жөнгө салуу "талап" экенин көрсөтүп турат. Жогорудагы тууралоону ишке ашыруу үчүн сиз кээ бир шаймандарды даярдашыңыз керек, атап айтканда: бурагычтар (жалпак жана Филлипс), узун тумшук кычкачтар (же кычкачтар), сезгич ченегичтердин топтому, керектүү өлчөмдө тууралоо үчүн шайбалар, 10 мм ачкыч (баш) туткасы менен, ошондой эле атайын жөнгө салуу куралы.
Калина клапандары муздатылган энергоблок үчүн гана ылайыктуу, антпесе белгиленген боштуктар талап кылынган техникалык стандарттарга жооп бербейт деп дароо айдоочуларга эскертип кетким келет. Клапандын капкагын алып салыңыз жана валдарды, ирек валдарды жана бөлүштүрүүчү валдарды белгиленген белгилер боюнча орнотуңуз. Бул учурда 1 жана 4-цилиндрлердин поршеньдери механизмдин ТДКда болушу керек. Клапандарды тууралоонун ар кандай жолдору бар, биз ылдамыраакын тандайбыз, мында кранквалды азыраак айлантууга туура келет жана бир эле учурда төрт клапанды тууралайбыз.
Ошентип, алгач биз экстракт валынын камералары клапандардын үстүнөн көтөрүлгөн боштуктарды өлчөйбүз. Бул учурда ал 1,2,3,5 клапан болуп саналат. Калинанын кабыл алуу клапандары үчүн жылуулук боштуктары 0,20 (+0,05 мм), ал эми чыгаруучу клапандар үчүн 0,35 (+0,05 мм) туура келет. Клапандар солдон оңго карай эсептелинет, адегенде газ чыгаруу, андан кийин алуу-чыгаруу ж.б. Номиналдуу мааниге туура келбеген боштуктар размерлердин жардамы менен жөнгө салынат. Эми клапан капкагынын шпиктерине тууралоочу тилкени орнотуп, гайкалар менен сайып бекитиңиз.
Андан кийин жөндөө механизминин рычагын колдонуңуз, жөнгө салынуучу клапанды толугу менен басыңыз жана рычаг менен клапан түртүүчүнүн абалын бекитиңиз (басылган). Кыччаларды колдонуп, эски шайбаны алып салыңыз жана анын ордуна жаңысын (талап кылынган өлчөмдөгү) орнотуңуз. Бекерди алып салгандан кийин, ал толугу менен ордуна киргиче аны тиштүү тилке менен басыңыз. Андан кийин кезектеги клапандар 4,6,7,8. Сиз валдын бир айлануусун жасашыңыз керек (экспорттук вал жарым айлануу керек) жана калган клапандар менен ушундай эле ишти аткарышыңыз керек. Адистердин айтымында, Калина унаасы 50 000 кмге чейин чуркап өткөндө, Калина клапандарын тууралоонун кереги жок болот, анткени алардын тазалыгын текшерүүдө (көпчүлүк учурларда) алар талап кылынган стандарттарга ылайык келет.
Лада Калина автоунааларынын клапандары газды бөлүштүрүүдө маанилүү роль ойнойт, алар чыккан газдарды чыгаруу жана аба-отун аралашмасын кабыл алуу үчүн жооптуу. Көптөгөн унаа сүйүүчүлөр бул тетиктер кичинекей болгонуна карабастан, абдан маанилүү экенине ишенишпейт. Ал эми кээ бирлери кайда экенин да билбейт, маал-маалы менен (мотордун түрүнө жараша) техникалык тейлөөнү талап кылышат.

Кыймылдаткычтын клапан механизминдеги жылуулук боштуктарын тууралоо
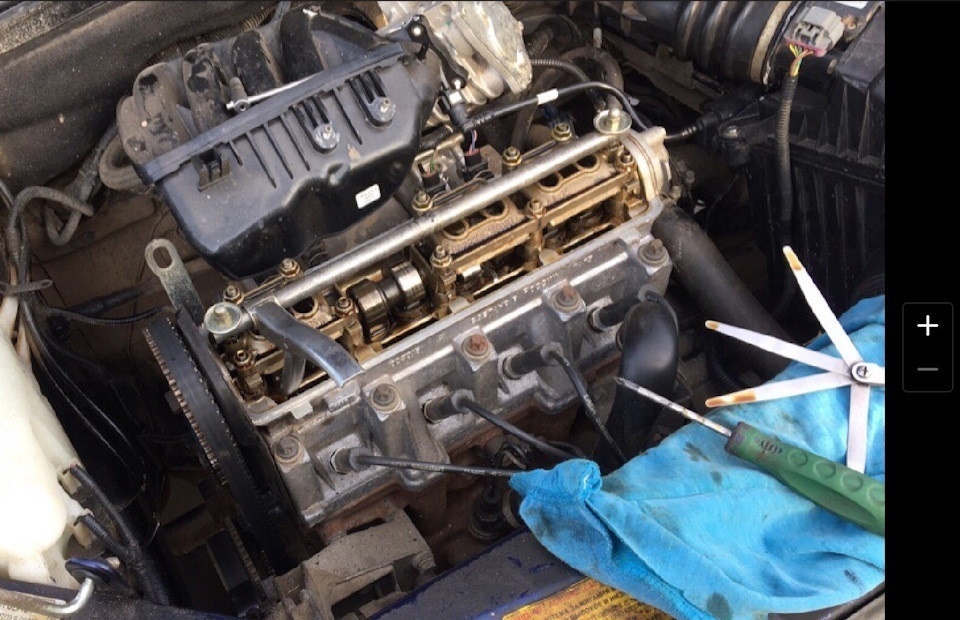
Биз муздак кыймылдаткычта боштуктарды өлчөп, тууралайбыз. Мотор экранын алып салыңыз. Дроссель кабелин дроссель монтаждоо секторунан ажыратыңыз ("Дроссель кабелин алмаштыруу" караңыз). Үч бекитүүчү гайканы бошоткондон кийин, дросселдик кабелдик кронштейнди алып салыңыз жана кронштейнди кабели менен капталга жылдырыңыз ("Приёмникти алып салуу" караңыз).
Phillips бурагычты колдонуп, ылдыйкы картер желдетүү шлангынын кыскычын бошотуңуз жана түтүктү цилиндр башынын капкагынын түтүгүнөн чыгарыңыз.
Phillips бурагычты колдонуп, картер желдетүү шлангындагы (негизги чынжыр) кысгычты бошотуңуз жана түтүктү цилиндр башынын капкагынын түтүгүнөн чыгарыңыз
Phillips бурагычын колдонуп, картер желдетүү шлангынын кыскычын бошотуңуз (бос аба схемасы) жана шлангды цилиндр башынын капкагынын фитингинен ажыратыңыз
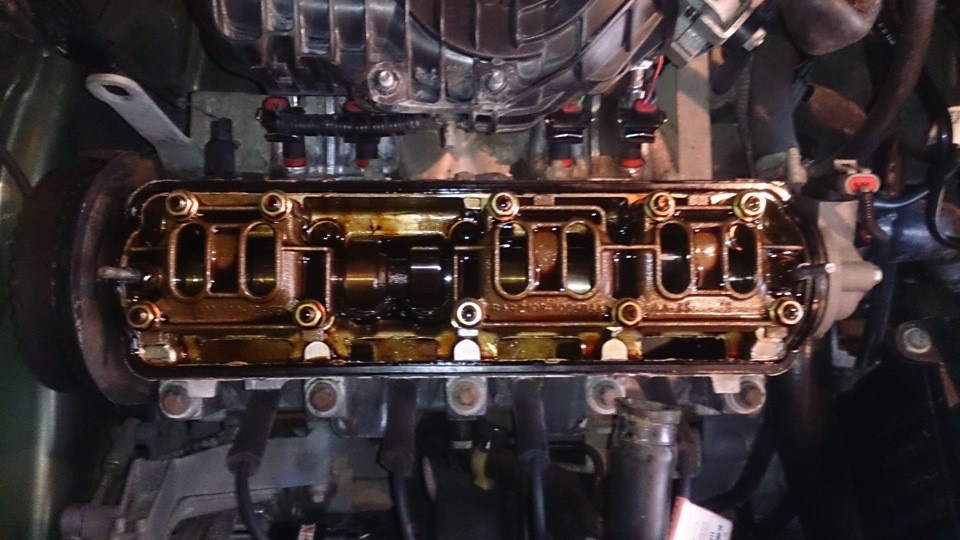
10 мм ачкычты колдонуп, цилиндр башынын капкагын кармап турган эки гайканы бошотуп, дисктерди чыгарыңыз.





Эки резина втулканы алып салыңыз.
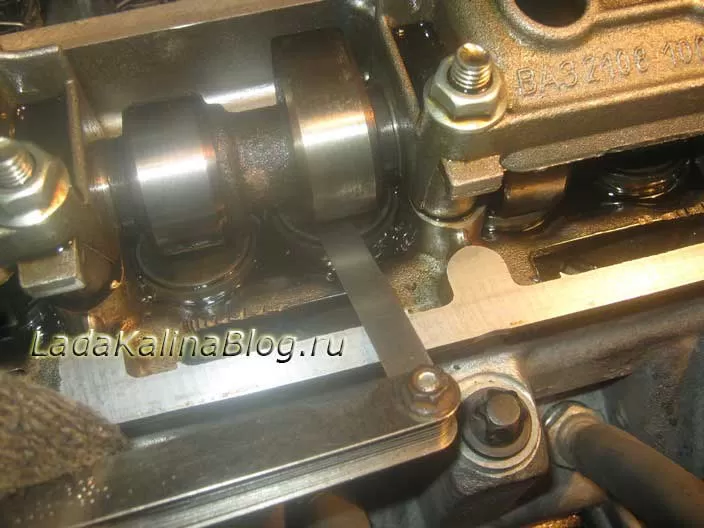
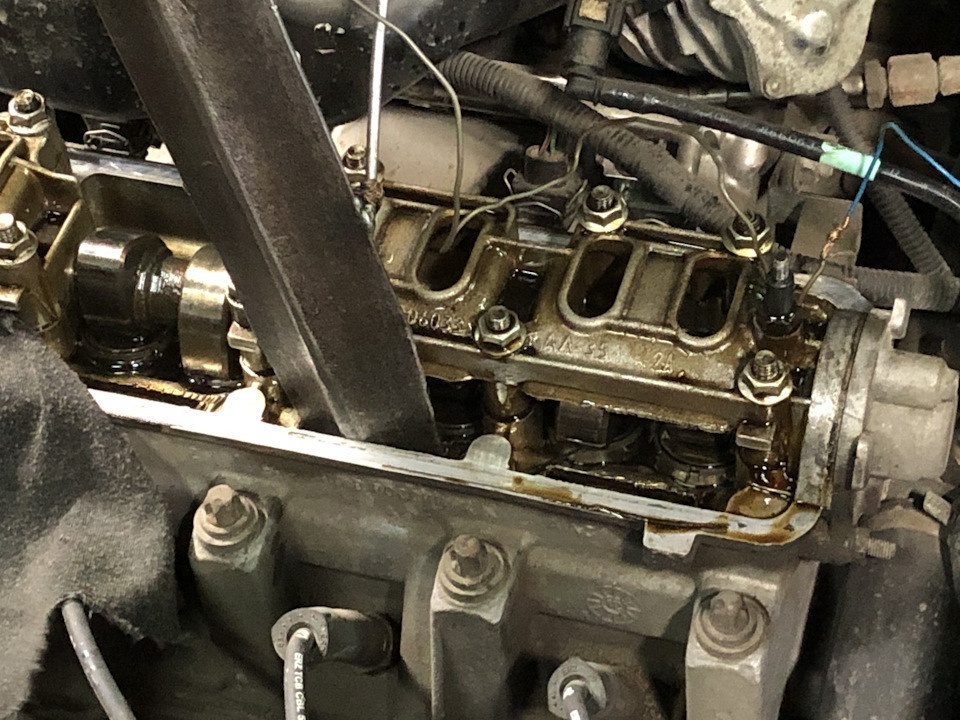
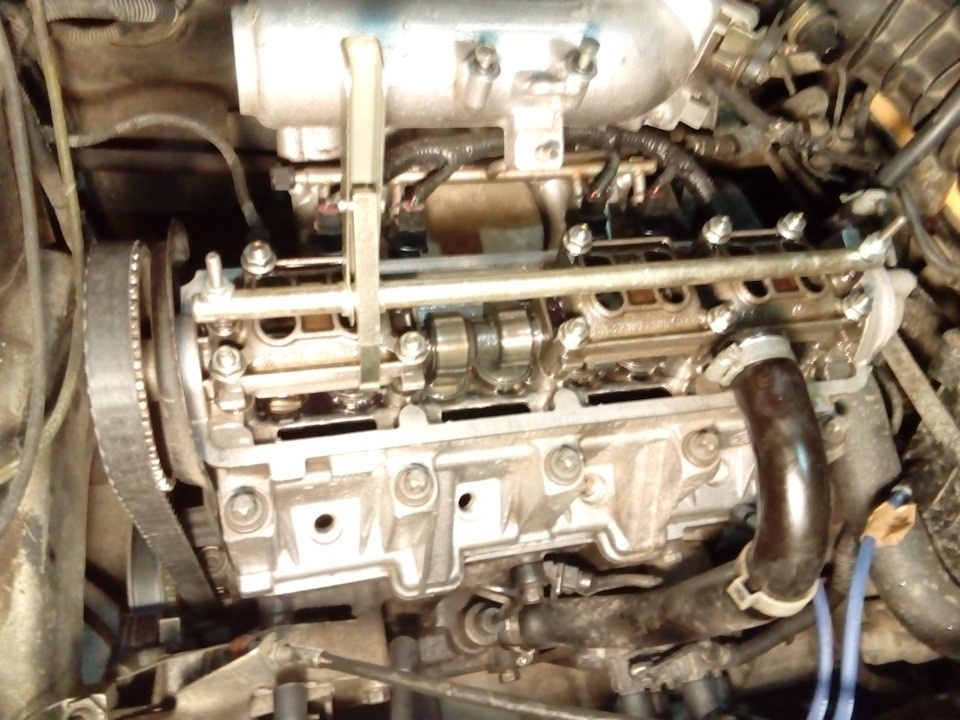
Цилиндрдин капкагын алып салыңыз. Алдыңкы убакыт курунун капкагын алып салыңыз. Клапан кыймылдаткычындагы боштуктарды текшерүү жана жөнгө салуу тартиби төмөндөгүдөй. Кранк валды генератордун кыймылдаткычынын шкивинен кармап турган бурама менен сааттын жебеси боюнча бөлүштүрүүчү валдын шкивинин жана арткы убакыт курунун капкагынын тегиздөө белгилери тең келгенге чейин буруңуз. Андан кийин кранквалды сааттын жебеси боюнча дагы 40-50° бурабыз (экспорттук валдын шкивиндеги 2,5-3 тиш). Октордун бул абалы менен биз адегенде трассерлер топтому менен боштуктарды текшеребиз...
жана үчүнчү бөлүштүрүүчү вал камералары. Тасма валдын бөлүктөрү менен шайбалардын ортосундагы боштук алуу клапандары үчүн 0,20 мм жана чыгаруу клапандары үчүн 0,35 мм болушу керек. Бардык жаактардын клиренси толеранттуулук ± 0,05 мм. Эгерде ажырым спецификациянын чегинде болбосо...
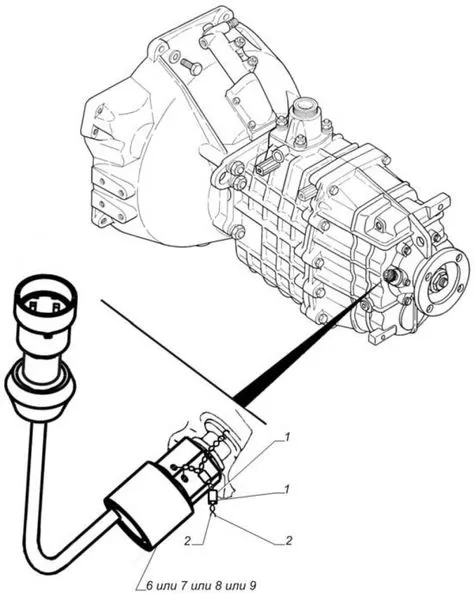
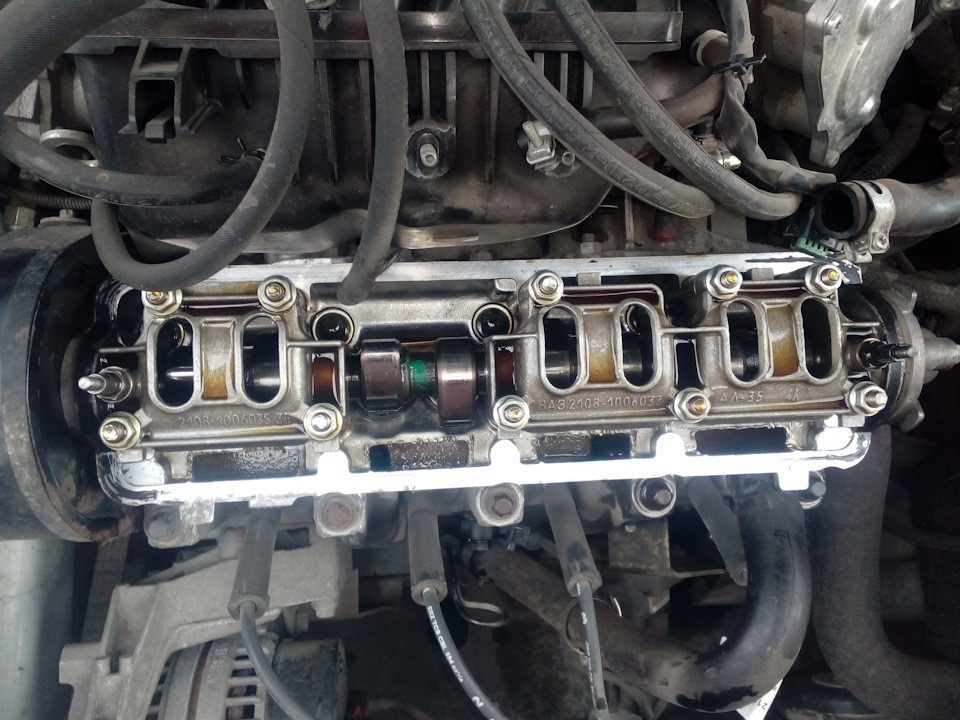
анда биз экстракт валынын подшипник корпустарынын шпилькаларына клапандарды тууралоочу приборду орнотобуз.
Биз түрткүчтү анын үстүнкү бөлүгүндөгү оюк алдыга (машинанын жүрүү багытында) карагыдай кылып бурабыз.
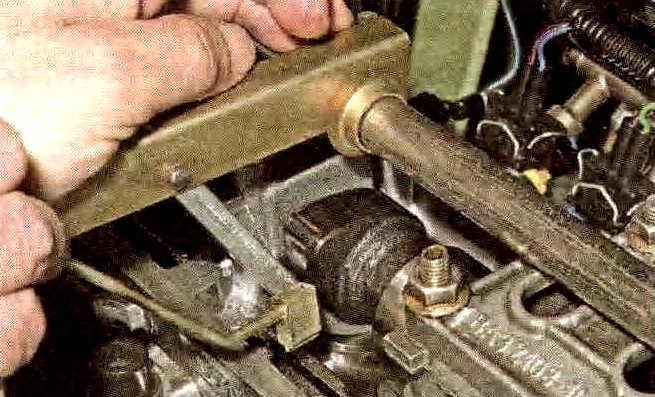
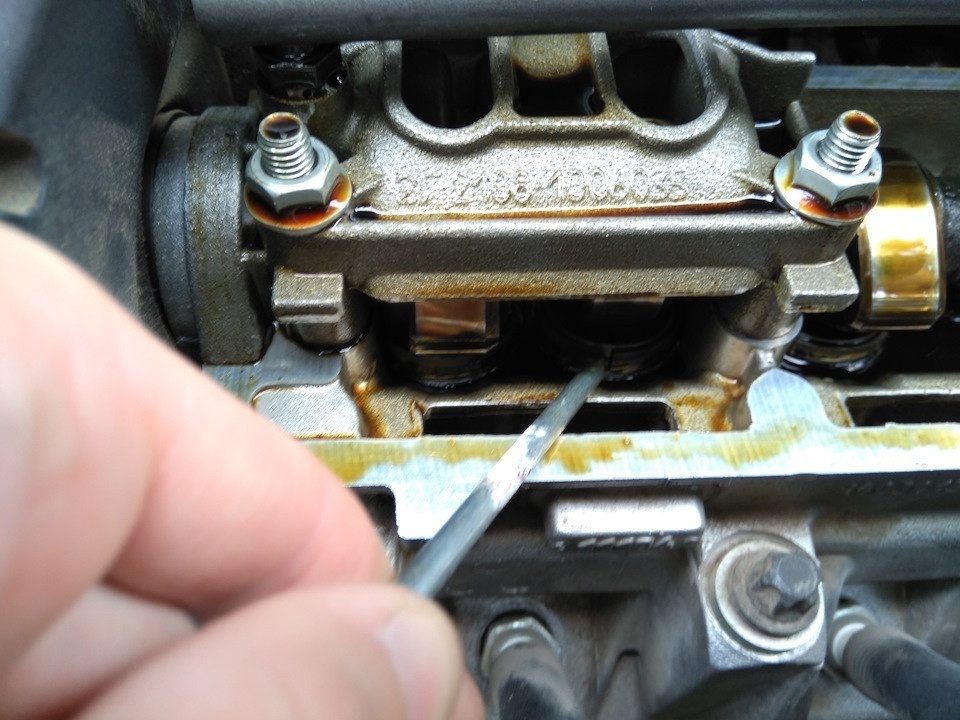
Биз аппараттын "азуусун" камера менен түртүүчүнүн ортосуна салабыз (1 - сопло, 2 - түртүүчү)
Аппараттын рычагын басуу менен биз түртүүчүнү "азуу" менен оюп салабыз.
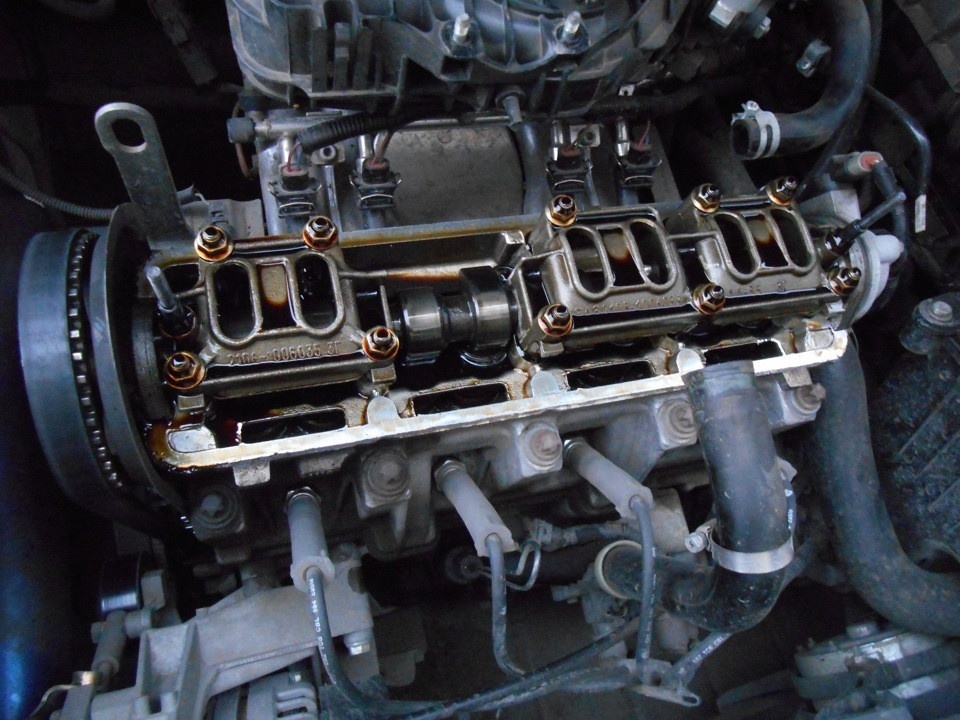
жана итергичтин чети менен бөлүштүрүүчү валдын ортосуна бекиткичти орнотуңуз, ал итерүүчү ылдый абалда кармап турат.


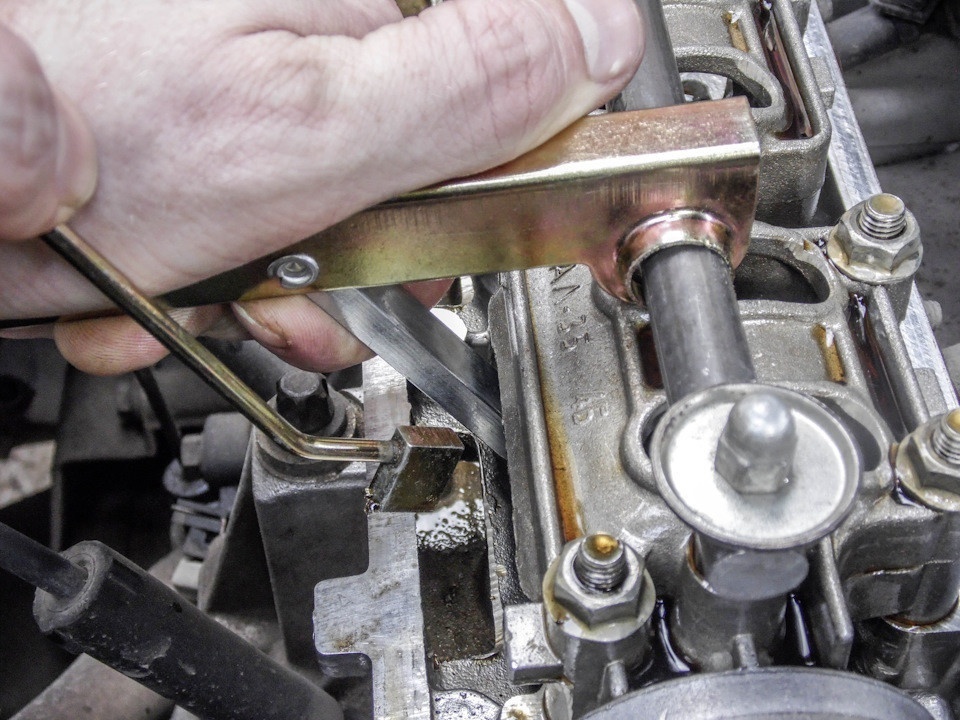
Тасманы алмаштырууда клапандардын крандарын бекитүү: 1 - кармагыч; 2 - тууралоочу шайба Аппарат рычагын жогорку абалга жылдырыңыз
Кычкачты колдонуп, боштукту ачып, жөндөөчү шайбаны алып салыңыз. Эгерде сизде клапанды жөндөөчү курал жок болсо, анда эки бурагычты колдонсоңуз болот. Күчтүү бурагычты колдонуп, камерага таянып, биз түртүүчүнү ылдый басып, башка бурагычтын четин (пычак туурасы кеминде 10 мм) түртүүчүнүн чети менен бөлүштүргүч валдын ортосуна киргизип, түрткүчтү бекитип, жөнгө салуучуну алып салабыз. жуугуч жана кычкачтар менен буроо. Ашыкча талап кылынган калыңдыктагы тууралоочу шайбаны тандоо менен жөнгө салынат.
Бул үчүн, алынып салынган шайбанын калыңдыгын өлчөө үчүн микрометрди колдонуңуз. Жаңы жөнгө салуучу шайбанын калыңдыгы формула менен аныкталат: H = B + (AC), мм, мында "А" - өлчөнгөн боштук; "B" - алынып салынган шайбанын калыңдыгы; "С" - баалоо оюну; "H" - жаңы шайбанын калыңдыгы. Жаңы шайбанын калыңдыгы анын бетинде электрограф менен белгиленет. Жаңы шайбаны ылдый белги менен түрткүчкө орнотуп, кулпусун алып салыңыз. Ажыратты кайра текшериңиз. Туура туураланганда, 0,20 же 0,35 мм ченегич бир аз чымчып, боштукка туура келиши керек. Кранквалды жарым айлануу менен ырааттуу түрдө биз текшеребиз жана зарыл болсо, таблицада көрсөтүлгөн ырааттуулукта башка клапандардын боштуктарын тууралайбыз.
| кранквалдын айлануу бурчу убакыт белгисинин абалынан, градус | камералардын саны (экспорттук валдын шкивинен эсептөө) | |
|---|---|---|
| чыгаруу (0,35 мм боштук) | киргизүү (0,20 мм боштук) | |
| 40-50 | а | 3 |
| 220-230 | 5 | два |
| 400-410 | 8 | 6 |
| 580-590 | 4 | 7 |
Моторду тескери тартипте кайра чогултуңуз. Цилиндрдин капкагын орнотуудан мурун.
прокладканы жаңысы менен алмаштырыңыз.
Лада Калина үлгүсүндөгү 8 клапан механизмин кантип тууралоо керек? Эртеби-кечпи, бул практикалык орус унааларынын көпчүлүк ээлери өздөрүнө ушундай суроону беришет. Бул процедураны өзүңүз жүргүзүү кызыктуу гана болбостон, тажрыйба топтоо жагынан да пайдалуу болот.
Эми бул жерде айтылган теманы кененирээк кароого өтөбүз: клапанды тууралоо.

Жөнгө салуу процедурасы
8-клапан идиштин бардык модификациялары боюнча клапандарды жөнгө салуу тартиби бирдей. Айырмачылыктар дилердик кыймылдаткычы бар Калина 2 үлгүсүндөгү инжектордук машиналарда гана. Алар жеңил поршень тобу жана керамикалык жана металл отургучтар бар. Бул жагынан алганда, боштуктар 0,05 мм жогору айырмаланат. Тартипти жана жөндөө схемасын билип, клапандарды өзүңүз тууралай аласыз. Жөндөө үчүн комплект жана шайбалардын комплектинин жоктугунан башка. Ар бир жолу аларды сатып алуу үчүн базарга барып, бүт ассортиментин сатып алуу кымбат.
Бул жерде VAZ 2108, 2109, 2114, 2115 үчүн клапанды тууралоонун деталдуу диаграммасы
- Адегенде моторун муздатуу керек. Кошумча муздаткыч желдеткичти каалаган VAZ унаасынан колдоно аласыз. Биз аны аба агымы ичтен күйүүчү кыймылдаткычка карай тургандай кылып, 12 В электр менен жабдууну күйгүзөбүз;
- 8 клапандуу кыймылдаткычтарды (11186, 11113 ока, 1118, 1111) механикалык дроссель агрегаты менен баптоодо дроссель кабелин соргуч коллектордук кабылдагычтан бошотуңуз;
- Клапан капкагын, убакыт курунун каптал капкагын алып салыңыз. дроссель клапанынын эмчегине баруучу чоң жана кичине дем берүүчү түтүктөрдү ажыратыңыз;
- Майды шприц же лампочка менен клапан чөйчөктөрүнө жакын айдаңыз. Ак силикон шлангынын аягында кадимки медициналык шприцти колдонуу эң ыңгайлуу;
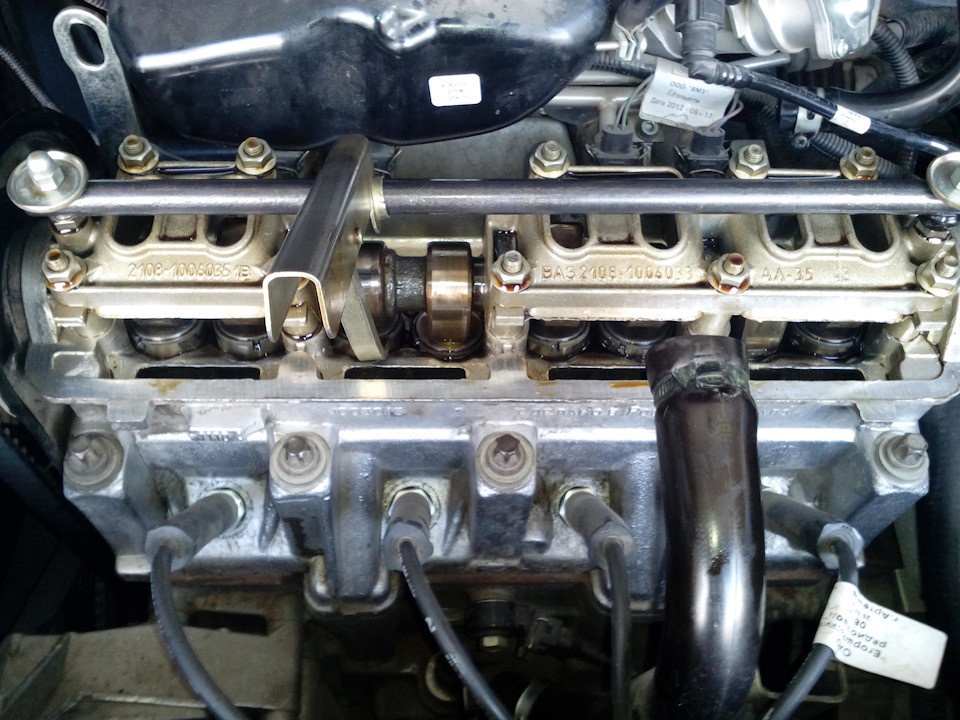
- Жөнгө салуу түзүлүшүн орнотуу - клапанды басуу үчүн рельс, аны сызгыч деп да аташат;
- Биринчи жөндөө абалын коюңуз. Камераны сааттын жебеси боюнча белгиге чейин буруп, аны 2-3 тишке тартыңыз. Жеңил поршень тобу бар унаалар үчүн (Гранта, Калина 2, мурда) ирек валдан катуу буруңуз. Эгерде ал бөлүштүрүүчү валдын артына айланса, анда убакыт кур тайып кетиши мүмкүн, ал эми бул байкалбаса жана клапан мотору иштебей калса, анда ал ийилип калат;
- Төмөнкү ырааттуулукта тууралаңыз: 1 чыгаруу жана 3 киргизүү уячалары;
- Камераны 90 градуска буруңуз. 5 чыгаруу уячаларын жана 2 киргизүү уячаларын коюу;
- 90 градуска буруңуз. 8 чыгаруу уячаларын жана 6 киргизүү уячаларын коюу;
- Биз акыркы 90 градуска айланууну жасап, 4 чыгаруу уячаларын жана 7 киргизүү уячаларын тууралайбыз;
- Биз тескери тартипте орнотобуз. Клапан капкагынын астына май агып кетпеши үчүн жаңы прокладканы койдук.
- Карбюратордук кыймылдаткычтарда бардыгы ушундай жол менен жасалат. Адегенде фильтр корпусун жана соргуч кабелин бурап алышыңыз керек. жыштыгы 30 000 км инжектор менен бирдей.
Тешиктерди текшерүү цилиндр башын оңдоодон кийин да талап кылынат. Айрыкча, багыттоочуларды алмаштыргандан кийин. Втулкаларды алмаштырууда бекиткичтер атайын аспаптын жардамы менен жабылат жана атайылап башына түшүрүлөт. Ошондуктан, ырааттуулукту сактоо, оптималдуу боштуктарды коюу жана 1000 кмден кийин кайталоо керек.
Бензин үчүн 8кл кыймылдаткычын тюнинг, тюнингдердин ортосундагы пробегди көбөйтөт. Эгерде кыймылдаткыч газ жабдууларында иштөөгө ылайыкташтырылган эмес болсо, анда отургучтар жана клапандар тез күйүп кетет, жана кандайдыр бир жол менен кызмат мөөнөтүн узартуу үчүн, боштуктарды стандарттан бир аз чоңураак кылуу керек. Адатта, алар +0,05 мм түзөт. Эгерде аралыгы бекем болбосо, б.а. ачылбаса, анда ээр башына бир топ аралыкка кирип кеткен. Бул учурда, сиз ажырымды көбөйтүү үчүн канча өлчөө керек, цилиндр башын демонтаждоо жана клапандын учуна файл. Экинчи вариант - отургучту же цилиндр башын алмаштыруу.




Lada Kalina Hatchback LUX › Журнал › клапандарды өзүн-өзү жөнгө салуу (Биринчи бөлүк)
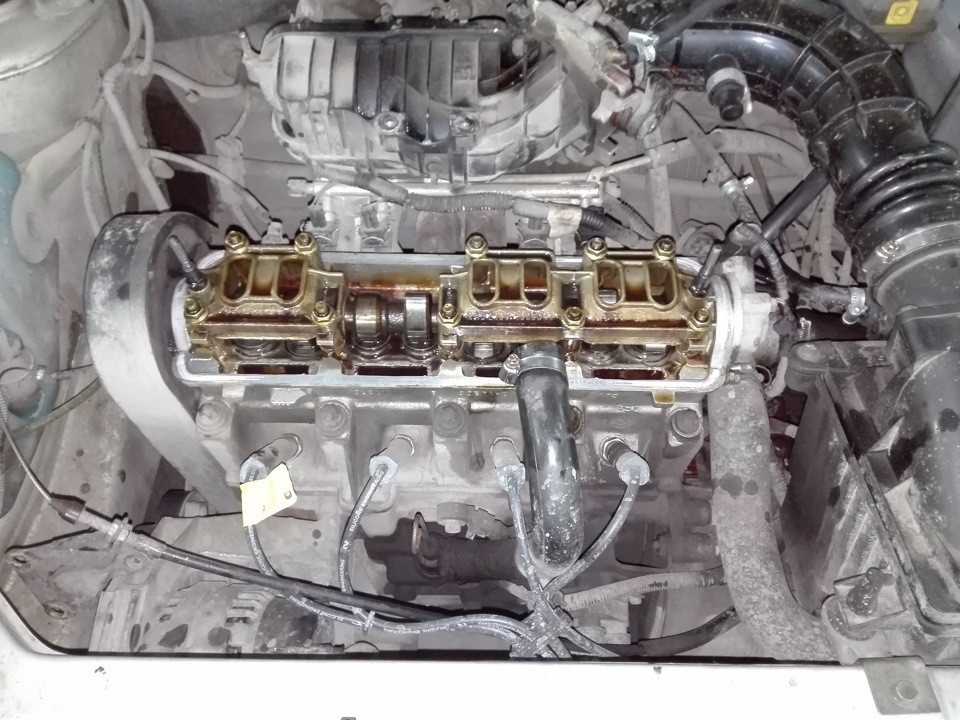
Баарына салам.Бүгүн мен сиздерге 8 клапандуу мотордогу клапандарды өз колдору менен стандарттуу аспап менен кантип тууралоону айтып берем. Оңдолуп турган машинанын иштешине менин кийлигишүүсүмдүн себеби, кызыкчылык жана кыймылдаткычты бир калыпта иштетүүнү каалоо, өзгөчө жылытуу учурунда, “дизель эффектиси” пайда болгондо.
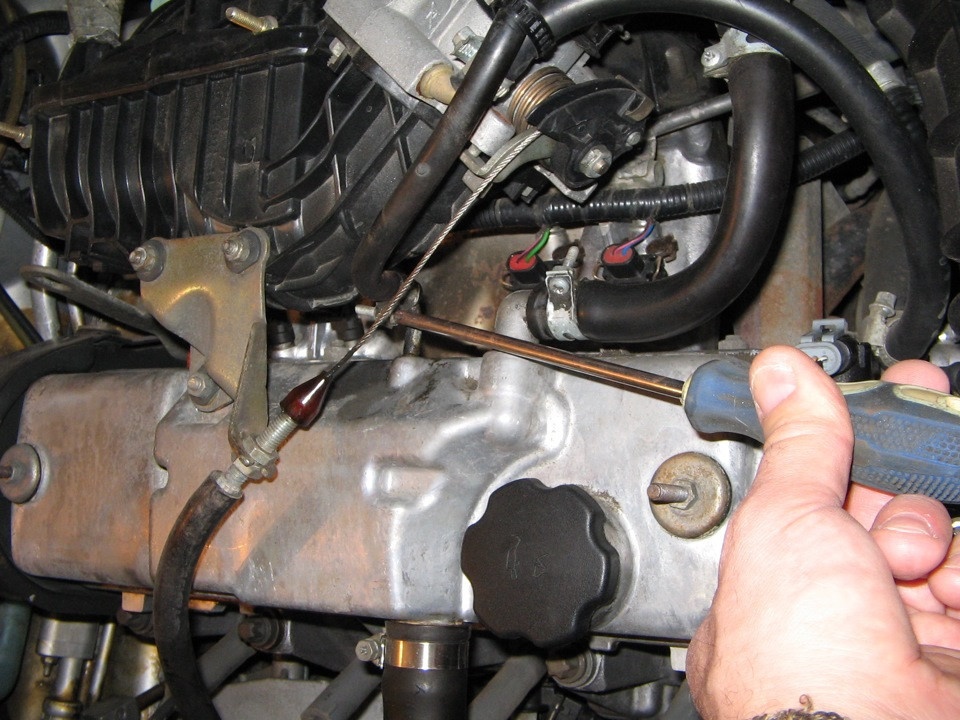
Ошентип, баштайлы: толтургуч сайгычты бурап, үстүнкү корпусту алып салыңыз жана клапан капкагына баруучу бардык кыскычтарды басыңыз.



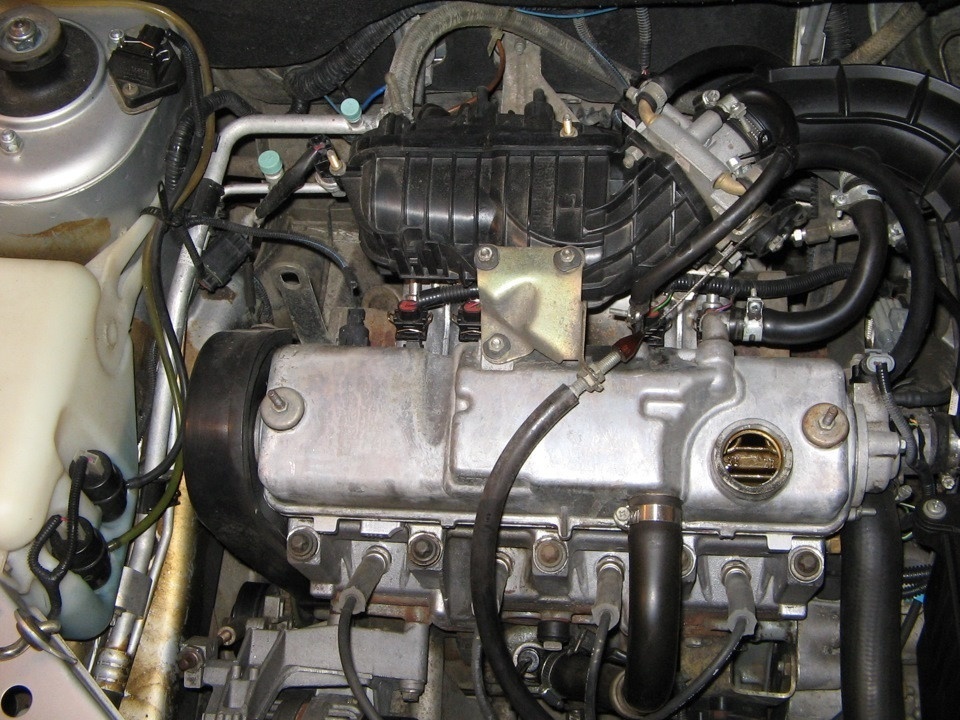


10 мм ачкычты колдонуп, дроссель кабелин бекитүүчү кашааларды басыңыз

клапан капкагын бурап
Ошол эле 10 мм ачкычты колдонуп, үч убакыт курунун капкагын ботторун бурап алыңыз
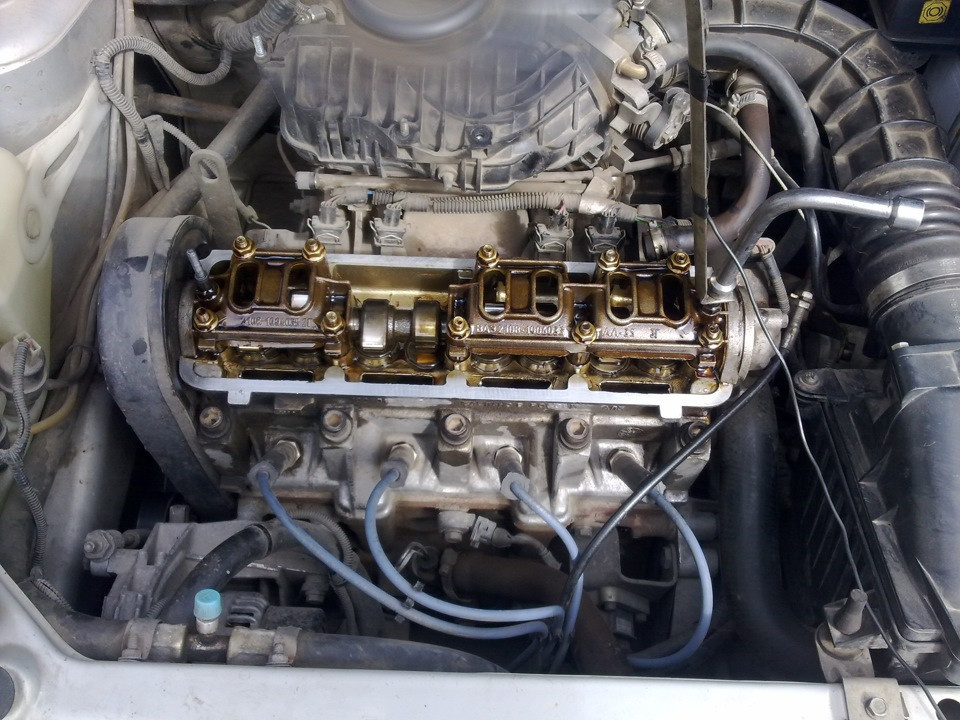
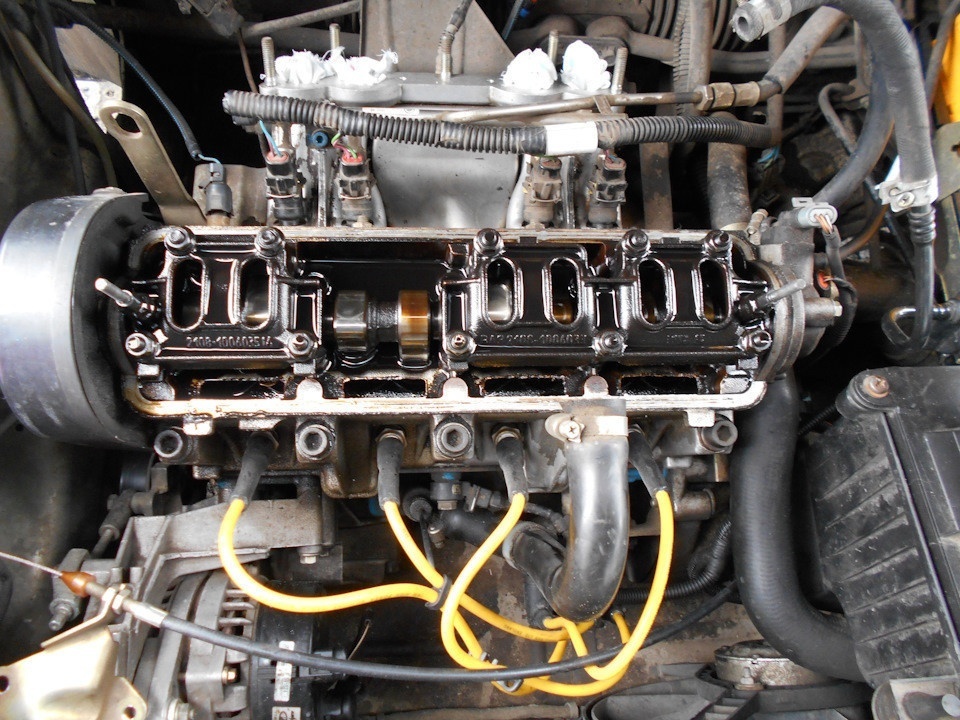
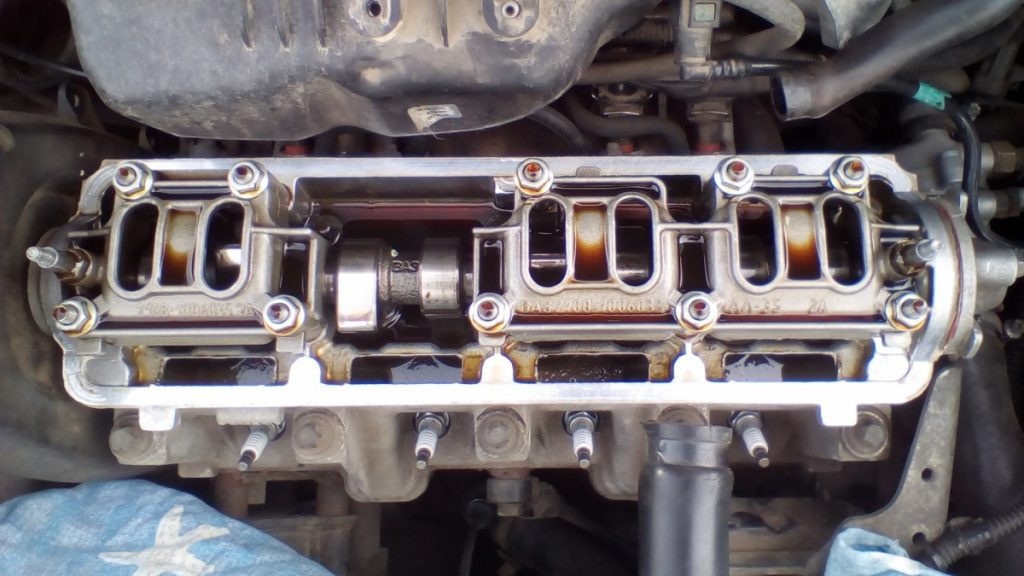
Ооба, азыр, көп фанатизм жок, клапандын капкагын ачабыз, аны горизонталдык абалга көтөрүүгө аракет кылып, бурмалоосуз.
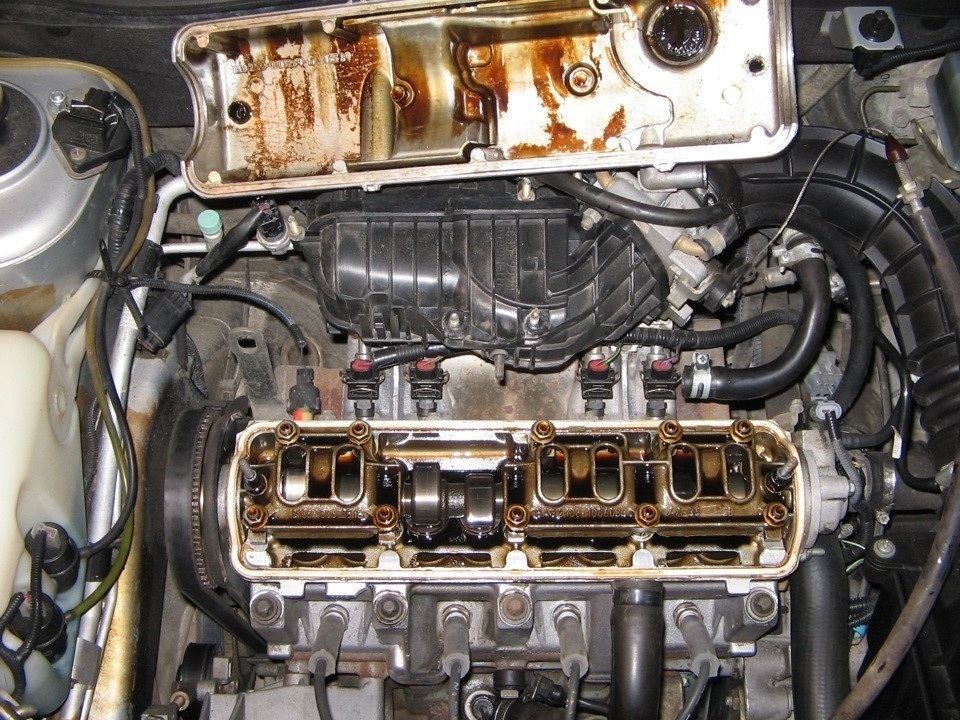
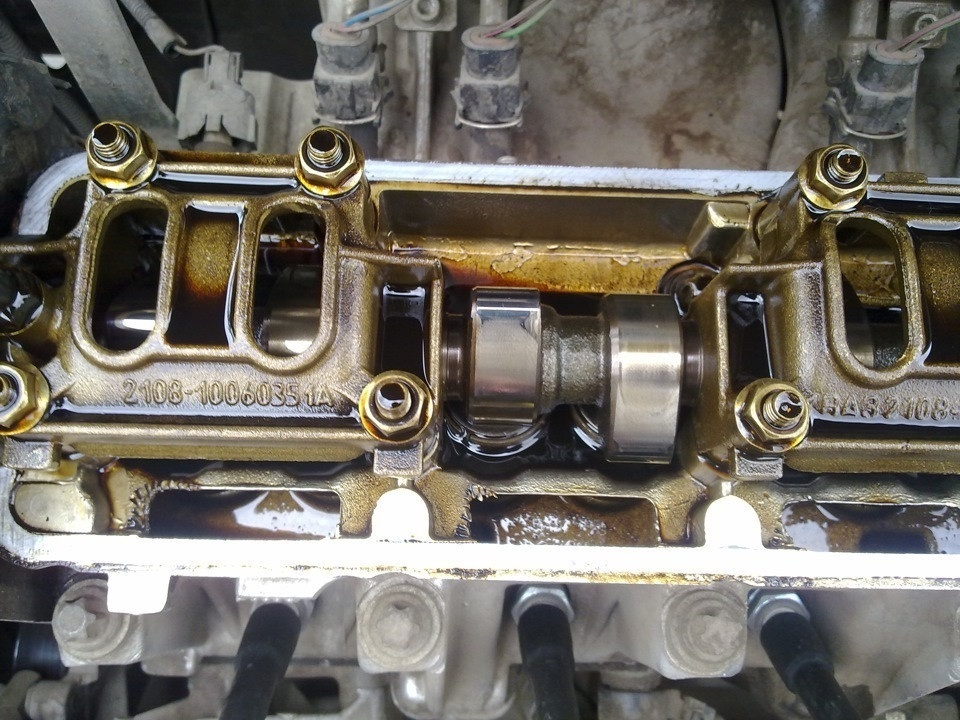
сүрөттө резина прокладка менен кылдаттык менен башына чапталган;
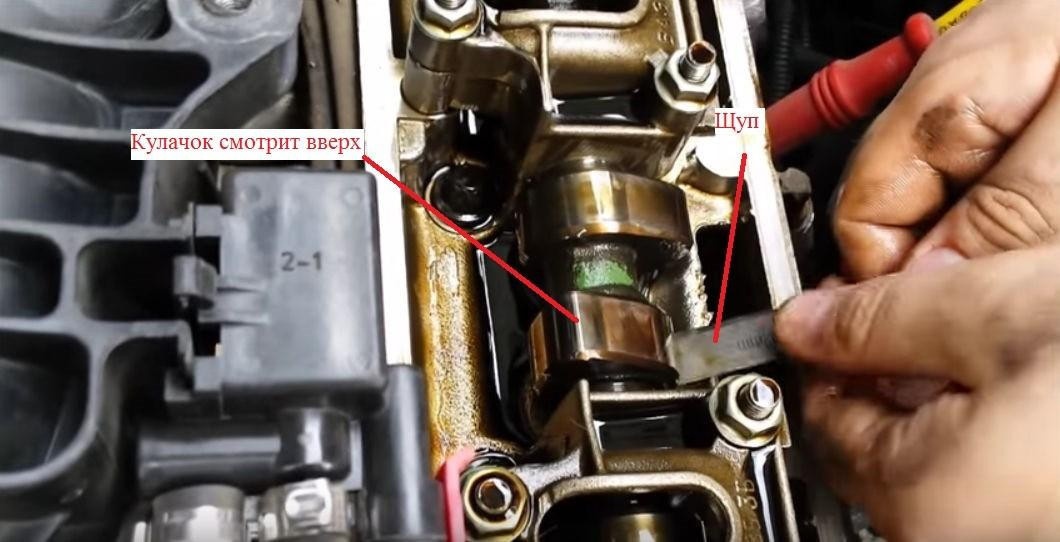
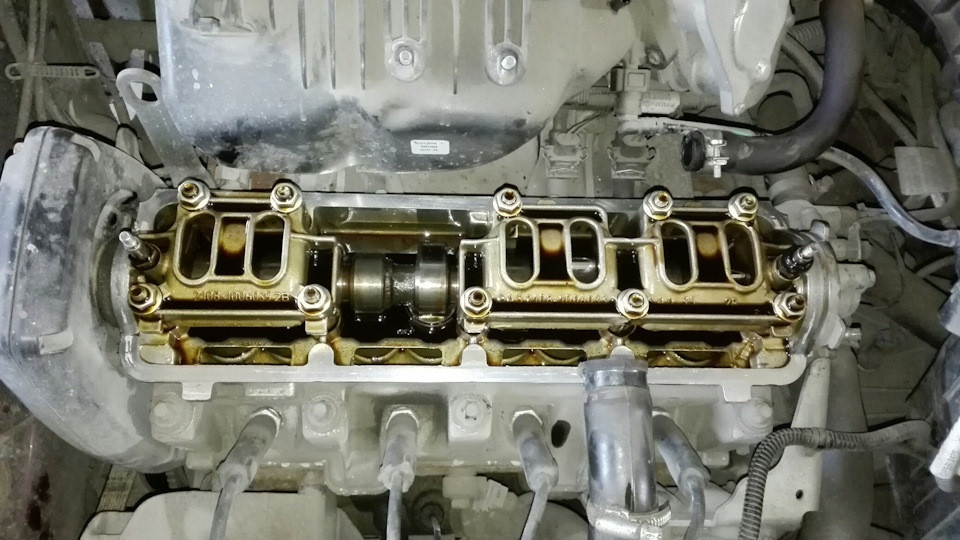
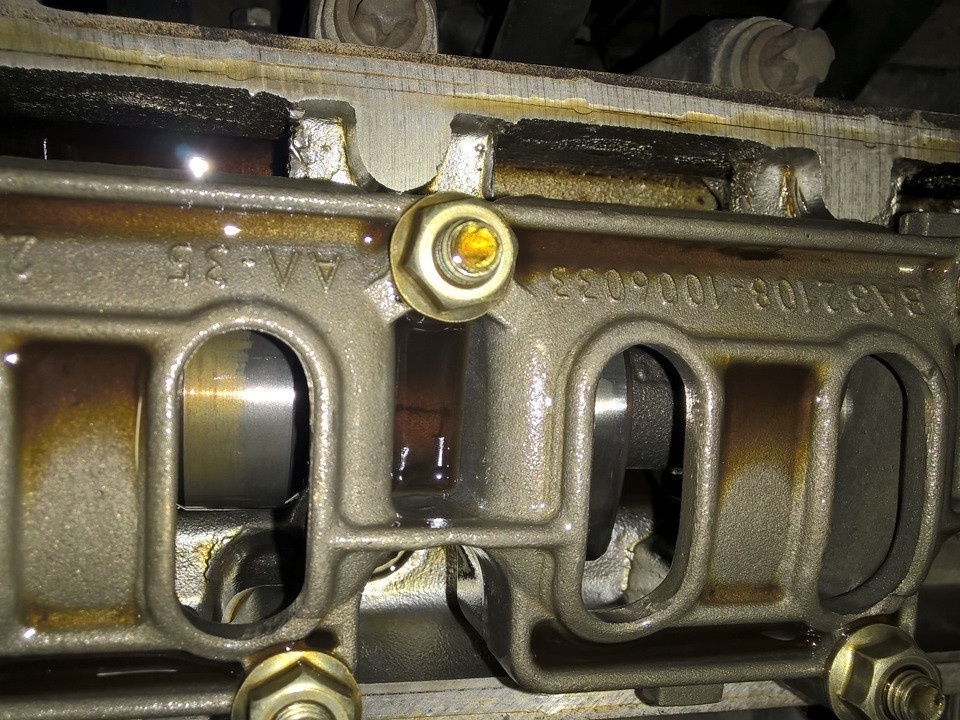
Эми боштуктарды өлчөө, эң көп эмгекти талап кылуучу процесс башталат. Көрсөтмөлөргө ылайык, көрсөтмөлөр өлчөө процессин сүрөттөйт, ошондуктан мен буга көңүл бурбайм. Мен өзүмдүн атымдан айтам: шайба менен экстрактордук валдын ортосундагы ажырым камера вертикалдуу жогору караганда өлчөнөт.Эксперттик валды 17 ачкыч менен бурган жакшы, машина нейтралдуу болушу керек жана бурап алган жакшы экстракт валды бурганда кошумча күч түзбөш үчүн учкундар! Кыймылдаткычтын нормалдуу иштеши учурундагы боштуктар: Кирүү - 0,15...0,25 мм Чыгаруу - 0,3...0,4 мм
Кыймылдаткычтын нормалдуу иштеши учурундагы боштуктар: Кирүү - 0,15...0,25 мм Чыгаруу - 0,3...0,4 мм
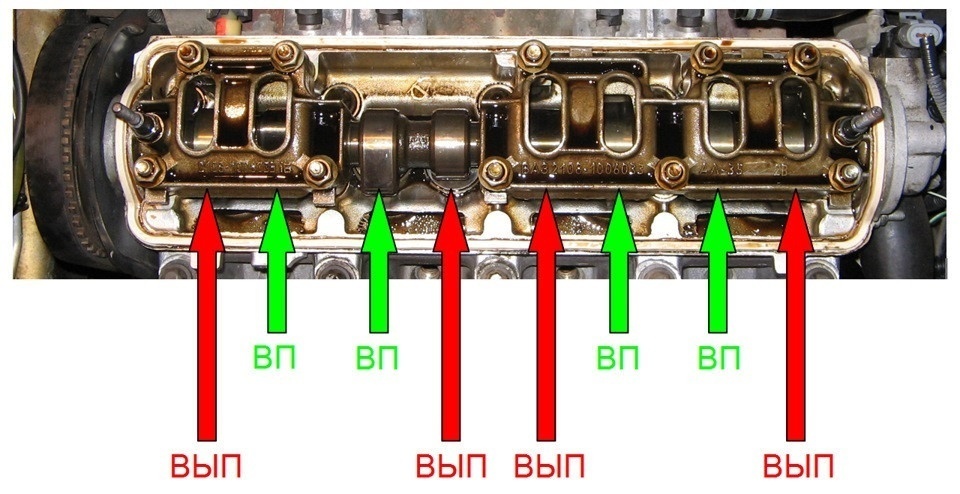
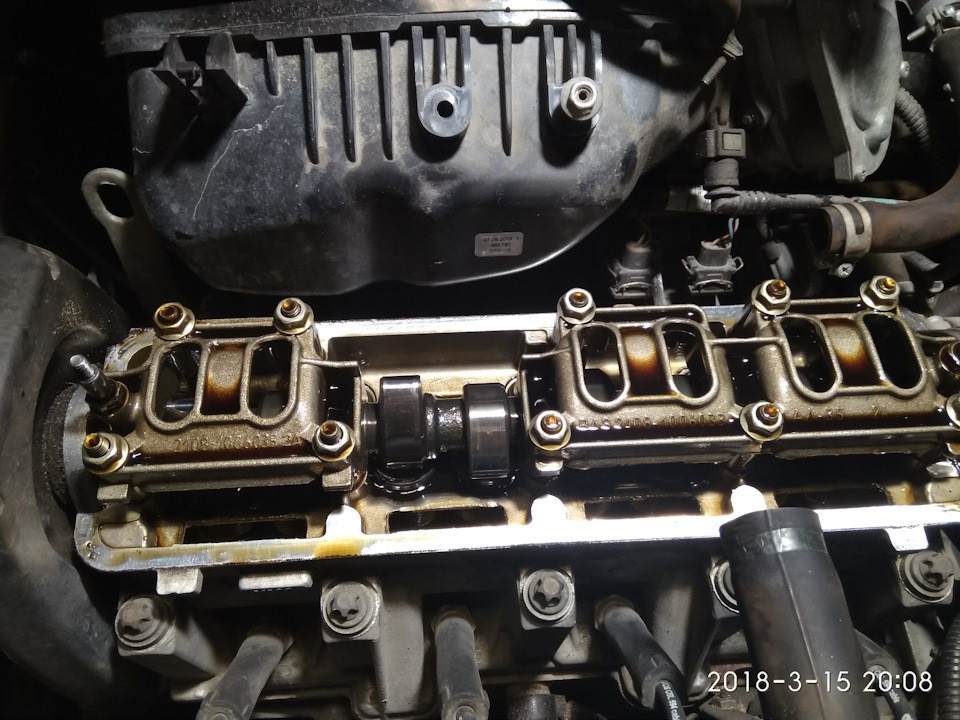
алуу жана чыгаруу клапандарынын жайгашкан жери Жакшы өлчөө үчүн, боштукту өлчөгөндөн кийин (экспорттук валды буруп жатканда тактык үчүн муну бир нече жолу кылган жакшы), мен аларга калыңдык белгисин кайра жазуу үчүн шайбаларды алып чыктым.


1-клапан жуугуч (чыгаруучу
Менин ишимде ушундай болгон
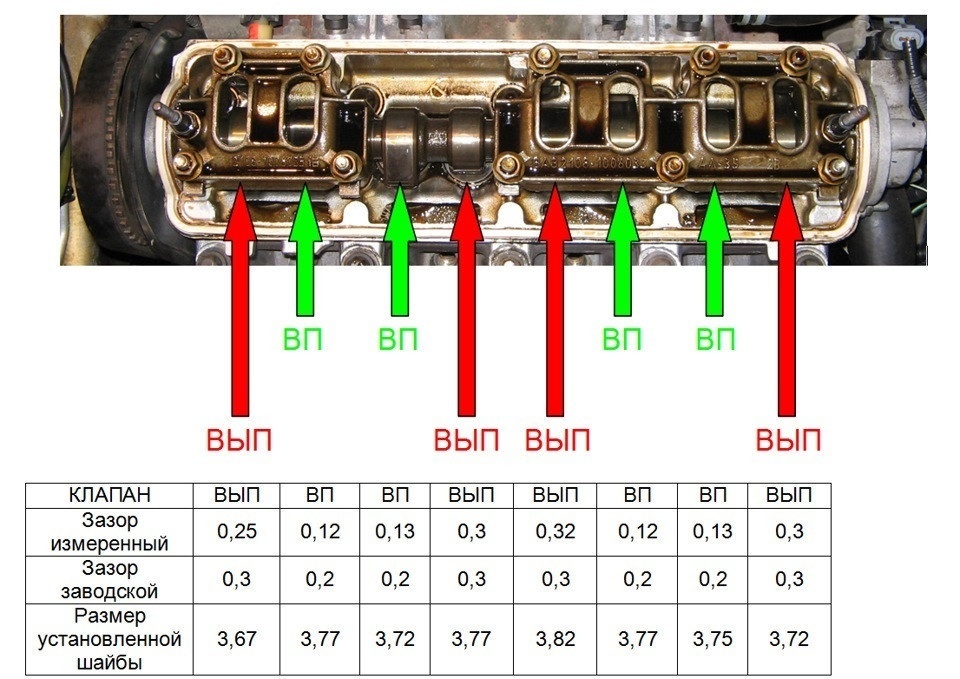
менин өлчөмдөрү менен үстөл
Эми суроо туулат жана бир эмес: 1. Биринчи цилиндрдин чыгаруучу клапаны бекемби - 0,25 өлчөгүч чоң кыйынчылык менен көтөрүлдүбү (бул 0,3-0,4 мм ылдамдыкта)? Бардык кабыл алуу клапандарынын клиренси 0,12-0,13 мм (норма боюнча 0,15-0,25 мм) көрсөттү? Клапандар, албетте, бекем!



Сиздин оюңузча, биз бардык тешиктерди заводдукуна алып барышыбыз керекпи же жөн эле биринчи төөнөгүчтү 0.3 мм кылып, калганын ошол бойдон калтырышыбыз керекпи? Макул, бирок кандайдыр бир жол менен бул 0,12 мм киргизүү үчүн жетишсизби? Кимдир бирөө кеңеш бере алат?
Мен клапанды тууралоо жөнүндө кызыктуу видео таптым -
Башында, суроо туулат: эмне үчүн клапан тууралоо керек? Бул операция ийгиликтүү болсо, анда:
- мотор оңой башталат;
- мотор тынч иштейт;
- күйүүчү май керектөө минималдуу;
- күйүү камерасында көмүртек кендери жок;
- Капиталдык оңдоого чейинки кыймылдаткычтын жалпы иштөө мөөнөтү көбөйөт.
Эгерде машина жаңы болсо, анда биринчи клапан тууралоо заводдук орнотуулар бузулганда, биринчи 20 миң километрден кийин жүргүзүлүшү керек. Процедураны кийинкиге калтырбоо керек, анткени бул клапандардын эскиришине алып келиши мүмкүн.
Ар кандай кыймылдаткычтардын оң жана терс жактары
8 клапан; көлөмү 1,6 литр
Мотор машина сүйүүчүлөргө жакшы белгилүү. Анын сапаты жана ишенимдүүлүгү шексиз. кыймылдаткычтын оң жактары:
- Дээрлик бардык унаа кызматтарында жөнгө салынат;
- Запастык бөлүктөрдү сатып алууда көйгөйлөр жок;
- кур сынса, клапан поршень "таппай", эч кандай бузулуу пайда жок;
- Төмөн тиштүү тиштерде мыкты тартуу.
терс жактары кирет:
- Иш учурунда ызы-чуунун жогорку деңгээли жана титирөөнүн жогорулашы;
- Туруктуу клапан тууралоо талап кылынат;
- Мындай кыймылдаткычы бар унаа кондиционер менен жабдылган эмес.
16 клапан; көлөмү 1,4 литр
кыймылдаткычтын оң жактары:
- Эң аз күйүүчү май керектөө;
- Тынчтык жана иш учурунда титирөөнүн жоктугу;
- Машинаны тез ылдамдата алат;
- Клапандарды тууралоонун кереги жок.
Терс жактары төмөнкүлөрдү камтыйт:
- Эгерде клапан кур күтүлбөгөн жерден үзүлсө, клапандар поршендерге салыштырмалуу ийилет. Бул учурда, клапандардан тышкары, бүт поршень тобун өзгөртүү керек болот;
- 40 000 кмден кийин мунай керектөө көбөйөт.
16 клапан; көлөмү 1,6 литр
кыймылдаткычтын оң жактары:
- Абдан тынч иштейт;
- титирөө жок;
- Эң күчтүү кыймылдаткыч;
- Клапанды тууралоо талап кылынбайт.
терс жагы төмөнкүлөрдү камтыйт:
- кур капысынан үзүлгөндө клапандардын ийилиши.
Кайсы кыймылдаткыч жакшы деген суроого так жооп берүү абдан кыйын.
Эгер сиз үчүн аз чыгым жана жөнөкөйлүк маанилүү болсо, анда 8 клапандуу кыймылдаткыч сиздин тандооңуз. Бул параметр унаасын тейлөөнү жана оңдоону каалагандар үчүн ылайыктуу.
Автоунаа ышкыбозу катары мага 8 клапан, жок дегенде, ишенимдүүлүк жагынан идеалдуу тандоо болуп калды окшойт. Ал эми 8-клапанды керектөө төмөн. Бул негизинен тогуз кыймылдаткыч болуп саналат.
Сиздин аймакта жогорку сапаттагы бензин болсо, анда 16 клапан жакшы. Кадимки тармактык май куюучу станцияга алыс сапарга чыксаңыз, анда 8 клапан жакшыраак. 16-клапан 95 эң сонун сапатка муктаж, эгер андай болбосо, газ педалды басканда дароо Калинанын капотунун астынан кычырашуу башталат.
баштоо
Сизге шаймандар жана аксессуарлар керек болот:
- жакасы менен розетка башчысы;
- мотор майын алып салуу үчүн шприц;
- фигуралык жана жалпак бурагычтар;
- клапандарды басуу үчүн атайын курал;
- бир катар атайын зонддор;
- кыпчуур;
- узун туткасы бар кычкач;
- жуугучтарды жөнгө салуу.
Процедура чындап эле жөнөкөй жана адистердин катышуусуз өз алдынча жасалышы мүмкүн. Убакытты үнөмдөө үчүн же процесс өтө татаал болуп көрүнсө, автосервистин кызматтарын колдонуу жакшы. Мындай иш арзан - стандарттык көрсөткүч аймакка жараша 800-1000 рублден ашпайт.









боштуктарды тууралоо боюнча нускамалар
Бул операцияны улантуудан мурун, кыймылдаткычты муздатуу керек. Андан кийин блоктун башынын болттору ачылат, ал эми экинчиси демонтаждалат. Кошумча иш төмөнкүдөй.
- Убакыт дискин каптаган капкакты алып салыңыз.
- Шамдарды бурап алыңыз (бул кыймылдаткычтын ирек валынын айлануусун жеңилдетет).
- Шприцтин жардамы менен баштын астындагы бет майдан тазаланат.
- Эгерде экстрадициялык вал түртүүчү камераларда катуу эскирсе, бузулган жана эскирген элементтерди алмаштыруу керек.
- Блок башынын ордуна монтаждоо болтторуна клапандарды өчүрүүгө жардам бере турган атайын түзүлүштү орнотуу керек.
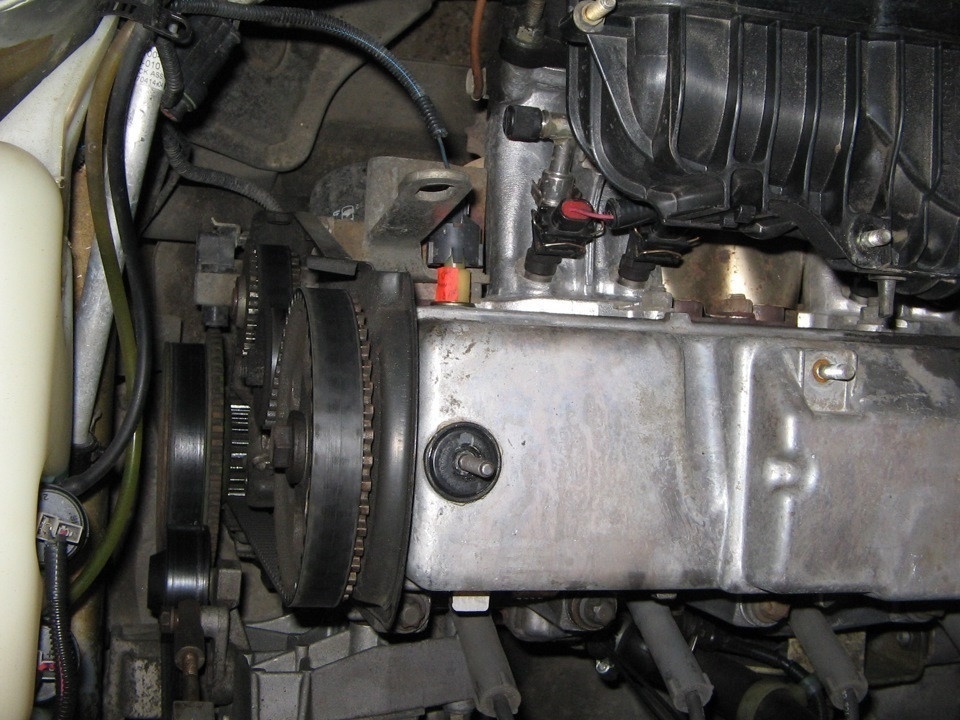
- Поршеньдер нейтралдуу абалга коюлган. Бул үчүн, арткы убакыт капкагындагы белги шкивтеги белгиге дал келгенге чейин, иінді валды кранка менен буруңуз.
- Белгилер тегизделгенден кийин, кранка вал дагы бир нече тиштерин жылдырат жана биринчи поршень жогорку өлүк борбордо болот.
- Сезим өлчөгүчтү колдонуп, биринчи камерадагы боштуктарды, анан үчүнчүдөн өлчөңүз. Бул үчүн, өлчөмү 0,35 мм ашпаган зондду алыңыз. Эгерде зонд каршылыксыз өтүп кетсе, башка шайбаны тандоо керек.
- Шайба чогулуп, үстүнкү четиндеги атайын оюк аркылуу чыгарылат. Слотту көрүү үчүн түрткүчтү бир аз жылдыруу керек.
- Клапан атайын түзүлүш менен тереңдетилген, ал эми түрткүч аны ээн-эркин айлануусуна жол бербөө үчүн оюкка киргизбестен жалпак бурагыч менен кармалат.
- Түрткүчтү кычкач менен бекиткенден кийин шайба алынып салынат жана анын ордуна ылайыктуу калыңдыктагы башкасы орнотулат. Ар бир жуугучтун бир тарабында өлчөмүн көрсөтүүчү атайын белги бар. Шайбаны алмаштыруу аяктап, бурагыч чыгарылып, клапан ордуна кайтарылып, боштук сезгич өлчөгүч менен өлчөнөт.
Калина боюнча клапан идеалдуу туура түтүк аз (акыл чегинде) күч менен мейкиндикке кирет дегенди билдирет. Андан кийин, сиз кыймылдаткычты дагы бир жолу кранквалдын шкивинин бир айлануусуна буруп, боштукту контролдоо керек. Ошентип, бардык боштуктар текшерилет жана жөнгө салынат, ар бир өлчөөнүн алдында кранка валынын милдеттүү түрдө айлануусу. Операциядан кийин мотор майын керектүү деңгээлге чейин толтуруу керек, ошондой эле Калина клапанынын капкагын прокладкасын алмаштыруу керек, андан кийин клапандын капкагын жана убакыт курун бекиткичтер менен бекитүү керек.
Туура туура келгени дароо байкалат: газ бөлүштүрүү механизми үзгүлтүксүз иштейт, кыймылдаткыч ызы-чуу чыгарбайт, демек, унаанын "жүрөк саламаттыгы" жакшы. Жок дегенде кийинки 50-60 000 километрге жылуулук боштуктары терс таасирин тийгизбейт жана кошумча жумуш талап кылынбайт. Жана алар, албетте, туура эмес же өз убагында жөнгө салуу натыйжасы болот.
| Клапан ысып баштайт. | Жылуулук кеңейүү боштук менен компенсацияланбайт жана такта биргелешкен жерден учуп чыга баштайт. |
| Компрессия азаят. | Жооп электр энергиясын кыскартуу болуп саналат. |
| Жылуулук алып салуу кадимки режимде жүргүзүлбөйт. | Катализатордун иштешине терс таасирин тийгизет. |
| Аба-отун аралашмасы күйгөндө, күйүүчү составдын бир бөлүгү газ чыгаруучу коллекторго өтөт. | Ошентип, пластинка жана фаска тезирээк жок кылынат. |
Клапанды тууралоо мааниси
Эгерде ички күйүүчү кыймылдаткыч жөнүндө сөз кыла турган болсок, анда анын иштөө циклдерин кыскача сүрөттөп берсек болот. Бул кабыл алуу, андан кийин кысуу, андан кийин күйүүчү майдын күйүшү пайда болот жана төртүнчү инсульт - иштетилген газдардын чыгышы. Стандарттык Калина 2 кыймылдаткычы жана башка ВАЗ машиналары ар бир цилиндрге 4 клапанды колдонушат. Экөө түтүктү башкарат, экөө соргучту башкарат. Анын иштөө принциби жөнөкөй: тарткыч вал айланганда, эки кириш бир эле учурда ачылат, ал эми белгилүү бир убакыттан кийин эки чыгуу ачылат.
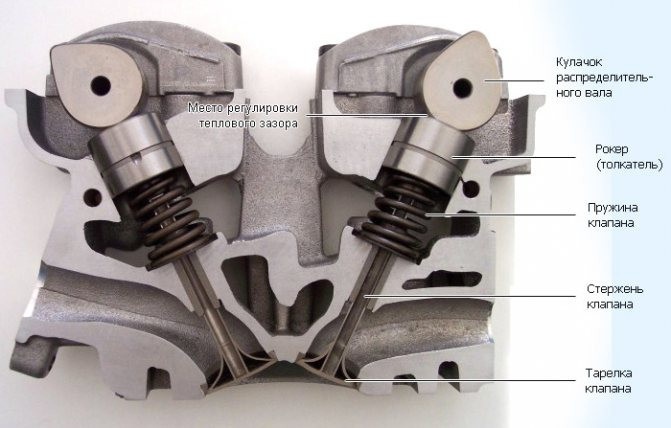
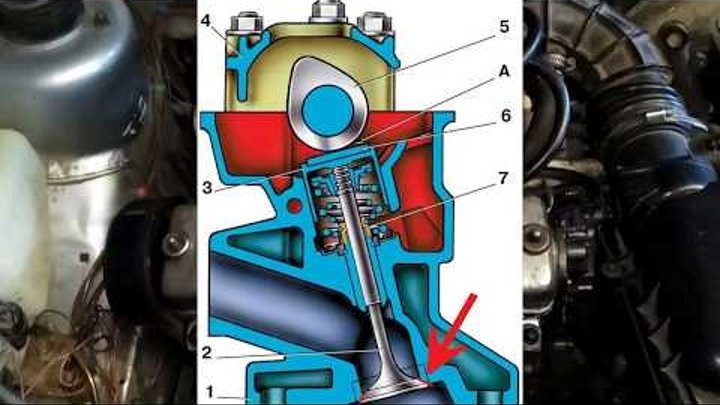
Клапан механизми түзүлүш
Кирүү инсульт поршень ылдый жылып жатканын билдирет. Ошол эле учурда, алуучу клапандар ачылып, цилиндрге аба менен бензиндин аралашмасынын дозасын берет. Кийинки этапта поршень көтөрүлө баштайт жана кабыл алуу клапандары жабылат. Натыйжада, кысуу инсульт болот. Цилиндрдеги эң бийик чекитке жеткенде, поршень кескин артка ыргытылат, аралашманы учкун менен күйгүзөт. Поршень эң төмөнкү өлүк борборго жеткенде, соргуч клапандар ачылат. Ал көтөрүлө баштаганда, чыккан газдар да чыгат.
Демек, клапандарсыз ички күйүүчү кыймылдаткычтын иштеши дээрлик мүмкүн эмес. Анын милдети түздөн-түз бөлүштүрүүчү валдын туура айланышына көз каранды. Ал эми тагыраак айтканда, андагы процесстер түртүүчү деп аталат.
Термикалык боштуктун максаты
Бул боштук туура жөндөлгөндө, беттердин ортосундагы кемчиликсиз байланышты камсыз кылуу үчүн крандар жана экстрактордук вал бири-бирине мүмкүн болушунча катуу басылган. Белгилей кетүүчү нерсе, ички күйүүчү кыймылдаткычтын бардык тетиктери негизинен ар кандай эритмелерден жана металлдардан (алюминий, жез, чоюн кошулмалар) жасалат. Түрткүчтөр, бөлүштүрүүчү вал жана клапан тобунун өзү да металл. Белгилүү болгондой, кандайдыр бир металл катуу ысытылганда көлөмү чоңоёт. Натыйжада, муздак кубаттуулуктагы боштук ысыктагыдан олуттуу айырмаланат. Жөнөкөй сөз менен айтканда, клапандар өтө тыгыз же беттердин ортосунда тыгыз байланыш кепилденбейт.

Ачышыкты тууралоо – ысытылганда металлдардын кеңейүүсүн эске алуу менен клапан менен поршеньдин ортосуна атайын боштуктарды орнотуу. Бул чоңдуктар ушунчалык кичинекей болгондуктан, аларды өлчөө үчүн микрондор колдонулат. Бирок, ар кандай баалуулуктар чыгаруу жана алуу үчүн колдонулат.