Мотордогу клапандардын боштуктарын кантип тууралоо керек
ыраазы
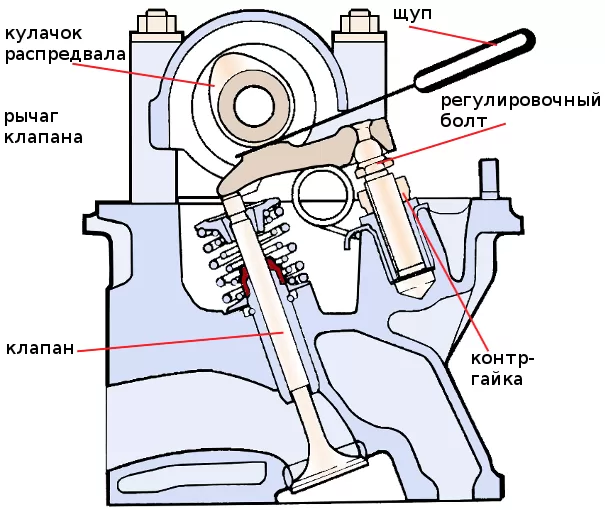
Кыймылдаткычтын иштеши учурунда бардык тетиктер геометриялык өлчөмдөрүн жылуулуктун кеңейүүсүнөн улам өзгөртүшөт, бул дайыма эле так болжогон эмес. Бул маселе төрт тактылуу кыймылдаткычтардагы газ бөлүштүрүүчү механизмдин клапандарынын кыймылдаткычына да тиешелүү. Бул жерде өзүндө да, бүт блок башынын да кеңейүү шарттарында кыйын болгон клапан сабагынын учуна аракет кылып, кириш жана чыгуу каналдарын абдан так жана өз убагында ачуу жана жабуу маанилүү.

Конструкторлор муундардагы жылуулук боштуктарын калтырууга же механикалык компенсациялоочу агрегаттарды орнотууга аргасыз болушат.
Клапандардын ролу жана кыймылдаткычтагы клапан убактысы
Алгылыктуу күйүүчү май керектөө менен анын максималдуу кубаттуулугуна келгенде кыймылдаткычтын эң маанилүү мүнөздөмөлөрүнүн бири - бул цилиндрлерди жаңы аралашма менен толтуруу. Ал клапан системасы аркылуу жумушчу көлөмүнө кирет, алар да чыккан газдарды чыгарышат.
Кыймылдаткыч олуттуу ылдамдыкта иштегенде жана аларды кандайдыр бир божомолдор менен максималдуу да, минималдуу да бош жүрүү менен кароого болот, цилиндрлер аркылуу өткөн газдын массалары өздөрүнүн аэродинамикалык касиеттерин, инерттүү жана күйүү эффективдүүлүгү жана жылуулук кеңейүү менен байланышкан башкаларды көрсөтө баштайт. .
Отун энергиясын алуунун тактыгы жана оптималдуулугу жана аны механикалык энергияга айландыруу аралашманы жумушчу аймакка өз убагында жеткирүүгө, андан кийин аны тез арада алып салууга көз каранды.
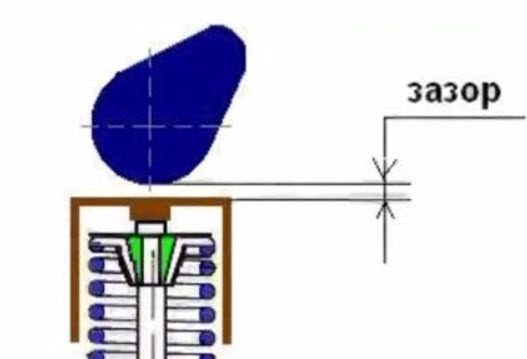
Клапандарды ачуу жана жабуу моменттери поршень кыймылынын фазасы менен аныкталат. Ушундан улам газды этаптуу бөлүштүрүү түшүнүгү келип чыгат.
Каалаган убакта жана мотор үчүн бул кранк валдын айлануу бурчун жана циклдин ичиндеги кыймылдаткычтын өзгөчө соккусун билдирет, клапандын абалы так аныкталат. Ал фазалык жөнгө салуу системасы (фазаны жөнгө салгычтар) тарабынан белгиленген катуу нормалдаштырылган чектерде ылдамдыкка жана жүктөмгө гана көз каранды болот. Алар эң заманбап жана алдыңкы кыймылдаткычтар менен жабдылган.
Туура эмес тазалоонун белгилери жана кесепеттери
Идеалында, клапандардын тактыгы нөлдүк артка кайтарууну камсыз кылат. Ошондо клапан экстракт валынын камерасынын профили тарабынан белгиленген траекторияны так ээрчийт. Бул мотор иштеп чыгуучулар тарабынан бир кыйла татаал жана кылдат тандалган түрү бар.
Бирок муну түшүнүү гидравликалык боштук компенсаторлорун колдонууда гана мүмкүн болот, ал конкреттүү конструкцияга жараша, ошондой эле гидравликалык түртүүчү жана гидравликалык таянычтар деп аталат.
Башка учурларда, ажырым аз болот, бирок температурага жараша абдан чектүү. Ичтен күйүүчү кыймылдаткычты иштеп чыгуучулар эксперименталдык жана эсептөө жолу менен анын башында кандай болушу керек экенин аныкташат, ошондуктан ар кандай шарттарда клиренстердин өзгөрүшү мотордун иштешине таасир этпейт, ага зыян келтирип же анын керектөө сапаттарын төмөндөтөт.
Ири жол
Бир караганда, клапандардын боштугун жогорулатуу коопсуз көрүнөт. Эч кандай термикалык өзгөрүүлөр аларды нөлгө түшүрбөйт, бул көйгөйлөр менен коштолот.
Бирок мындай запастардын өсүшү изи сууй албайт:
- кыймылдаткыч мүнөздүү тыкылдата баштайт, бул тийгенге чейин тетиктердин ылдамдануусунун жогорулашына байланыштуу;
- шок жүктер металл беттеринин көбөйүшүнө жана талкаланышына алып келет, натыйжада чаң жана чиптер кыймылдаткычтын боюна тарап, жалпы картерден майланган бардык бөлүктөргө зыян келтирет;
- вентилятордун убактысы боштуктарды тандоо үчүн талап кылынган убакыттан улам артта кала баштайт, бул жогорку ылдамдыкта начар иштөөгө алып келет.

Кызыктуусу, чоң боштуктары бар катуу тыкылдаган кыймылдаткыч, алар айткандай, "трактордук тартууга" ээ болуп, төмөн айланууда эң сонун тарта алат. Бирок сиз муну атайылап жасай албайсыз, мотор шок жүктөрдү башынан өткөргөн беттерден жасалган буюмдардан тез эле эскирип калат.
кичинекей боштук
ажырымды кыскартуу алда канча тез жана орду толгус кесепеттерге алып келет. Ал жылыган сайын жетишсиз клиренс бат эле нөлгө айланат, камералар менен клапандардын биригинде интерференция пайда болот. Натыйжада, клапан плиталары розеткаларына бекем батпай калат.
клапан дисктерин муздатуу бузулат, жылуулуктун бир бөлүгү, алар жабуу баскычында баштын металлга төгүү үчүн эсептелет. Клапандар ысыкка чыдамдуу болоттон жасалгандыгына карабастан, алар тез ысып кетет жана жылуулукту жана жеткиликтүү кычкылтекти колдонуу менен күйүп кетет. Мотор кысууну жоготуп, иштебей калат.
Клапан боштугун тууралоо
Кээ бир кыймылдаткычтар эскирүүнүн натыйжасында нормалдуу иштөө учурунда клапандардын боштугун жогорулатат. Бул коопсуз көрүнүш, анткени башталган тыкылдаганды байкабай коюу кыйын.
Андан да жаманы, тилекке каршы, убакыттын өтүшү менен боштуктар азайганда, көпчүлүк моторлор ушундай мамиле кылат. Ошондуктан, плиталардын боштуктарынын нөлгө барабар болушун жана күйүп кетүүсүн болтурбоо үчүн, тактоолорду заводдук эрежелерге ылайык жүргүзүү керек.

Биз зондду колдонобуз
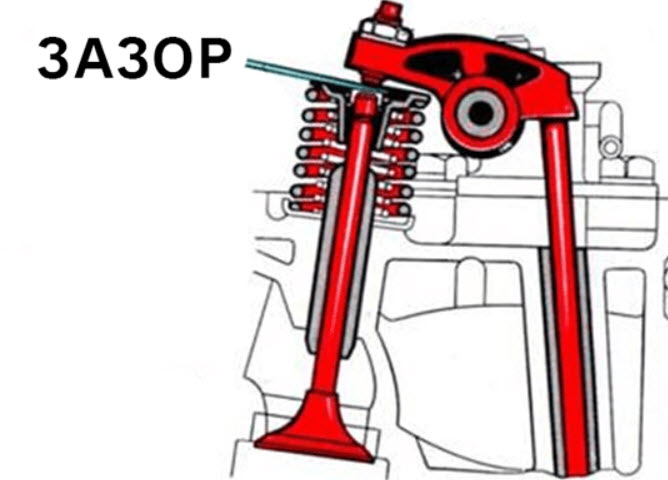
Эң оңой жолу - клапан капкагын алып салуу, камераны текшерилип жаткан клапандан алыстатуу жана комплекттен жалпак сезгич өлчөгүчтү боштукка киргизүүгө аракет кылуу.
Адатта, зонддордун калыңдыгы 0,05 мм кадамга ээ, бул алгылыктуу тактык менен өлчөө үчүн жетиштүү. Пробдордун дагы эле боштукка өтүүчү максимумунун калыңдыгы боштуктун өлчөмү катары кабыл алынат.

Темир жол жана көрсөткүч менен
Кээ бир кыймылдаткычтарда, эреже катары, кыймылдаткыч механизминде рокер колдору бар (рычагдар, рокерлер) рельс түрүндөгү түзүлүштү орнотууга болот, аларда так терүүчү индикаторду орнотуу үчүн розеткалар каралган.
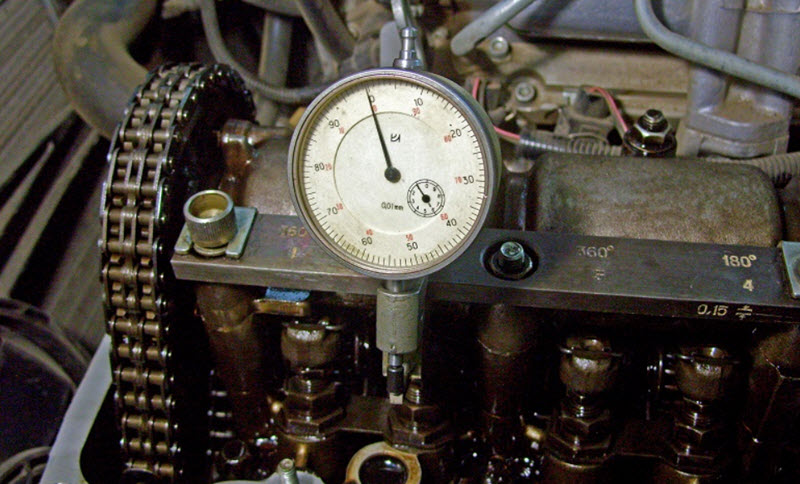
Анын бутун сабакка карама-каршы рычагга алып келүү менен, рокерди камерадан кол менен же атайын айры менен чайкап, индикатордук шкаладагы көрсөткүчтөрдү болжол менен 0,01 мм тактык менен окуй аласыз. Мындай тактык дайыма эле керек эмес, бирок аны жөнгө салуу үчүн алда канча ыңгайлуу болуп калат.
HBO баасы болсо, эмне кылуу керек
Пропан-бутан аралашмасы салттуу жалпы багыттагы бензинге караганда бир топ жогору октан рейтингине ээ. Тиешелүү түрдө ал жай күйөт, газ чыгаруу учурунда газ чыгаруучу клапандарды жылытат. Бензинди колдонууну болжолдогондо, боштуктар моторду иштеп чыгуучулар болжолдонгондон алда канча азая баштайт.
Цинбалдардын жана розеткалардын эрте күйүп калбашы үчүн, тууралоодо боштуктар көбөйтүлөт. Өзгөчө маани кыймылдаткычка жараша болот, адатта кошумча 0,15-0,2 мм.
Көбүрөөк болушу мүмкүн, бирок андан кийин жарым-жартылай жүктөр менен иштөөдө ызы-чуу, кубаттуулуктун азайышы жана газ бөлүштүрүүчү механизмдин эскириши көбөйүшү керек. Эң жакшы чечим газ үчүн гидравликалык компенсаторлор менен кыймылдаткычтарды колдонуу болмок.
VAZ 2107 үлгүсүндөгү клапандарды тууралоонун мисалы
VAZ-2107 классикалык кыймылдаткычы бар, клапан бир рокерлер аркылуу өтүүчү. Убакыттын өтүшү менен боштуктар көбөйөт, дизайн идеалдуу эмес, ошондуктан болжол менен ар 20 миң километрде тууралоо талап кылынат.
Бул операцияны өзүңүз жасай аласыз, чеберчилик абдан тез иштелип чыгат. Керектелүүчү материалдардын ичинен клапан жабуунун прокладкасы гана талап кылынат, аны кайра колдонууга аракет кылбаңыз же герметик менен, капкак алсыз, бекиткичтер ишенимсиз, мотор тез эле агып жаткан майдан кирге толуп калат.
Жумуш үчүн, рельстердин топтомун жана көрсөткүчтү сатып алуу абзел. Артыкчылыктар кыймылдаткычтар менен кесипкөй иштегендерге белгилүү жана тактык прибор менен кадимки сезгич ченегичтин ортосундагы айырманы түшүнө алышат.

Цилиндрлерде жана бөлүштүрүүчү валда иштөө тартиби рельстин өзүндө жазылган, ошондой эле каалаган VAZ колдонмосунда же оңдоо китебинде бар.
- Төртүнчү цилиндр кысуу соккусунун жогорку өлүк борборуна коюлат, андан кийин 6 жана 8 клапандар жөнгө салынат. Ачыштык индикатор менен өлчөнөт, андан кийин бекитүүчү гайка бошоңдот жана эсептелген эскирүү компенсациясы жөнгө салуучу болт менен киргизилет.
- Андан ары, операциялар бардык клапандар үчүн кайталанат, кранквалды ырааттуу түрдө 180 градуска буруп, же экстракт валында 90 болот. Камера номерлери жана айлануу бурчтары стойкада көрсөтүлгөн.
- Эгерде сезгич ченегич колдонулса, анда ал боштукка киргизилип, жөнгө салуучу болт жана гайка менен басылган. Алар мындай басымга жетишишет, ал боштуктан бир аз күч менен чыгарылат, бул 0,15 мм стандарттык ажырымга туура келет.
Капкактын алынып салынгандыгын пайдаланып, чынжырдын чыңалуусун жана чыңагычтын абалын, анын бут кийимин жана жетектөөчүсүн текшерүү практикалык болот. Эгерде сизге бир нерсени оңдоо же чынжырды бекемдөө керек болсо, анда чынжыр менен бардык процедураларды аяктагандан кийин клапандарды тууралаңыз.
