
Поршень менен цилиндрдин ортосундагы боштук кандай болушу керек
ыраазы
Кыймылдаткычта жогорку кысууну камсыз кылуу үчүн жана бул анын натыйжалуулугуна жана өндүрүштүн башка жөндөмдүүлүктөрүнө, ишке киргизүүнүн жөнөкөйлүгүнө жана өзгөчө керектөөсүнө чоң таасирин тийгизет, поршеньдер цилиндрлерде минималдуу боштук менен болушу керек. Бирок аны нөлгө түшүрүү мүмкүн эмес, анткени тетиктердин температурасы ар кандай болгондуктан, мотор тыгылып калат.

Ошондуктан, боштук эсептөө менен аныкталат жана катуу сакталат, ал эми зарыл пломба газ жана мунай пломба катары пружина поршень шакекчелерин пайдалануу менен жетишилет.
Поршень менен цилиндрдин ортосундагы боштук эмне үчүн өзгөрөт?
Автоунаа конструкторлору кыймылдаткычтын тетиктерин суюктук сүрүлүү режиминде иштетүүгө умтулушат.
Бул майлоочу беттерди майлоо ыкмасы, эгерде мунай пленкасынын бекемдигинен же мунайдын басым астында жана талап кылынган агымдын ылдамдыгынан улам, тетиктердин түздөн-түз байланышы олуттуу жүктөмдө да болбой калат.
Дайыма эмес жана бардык режимдерде мындай абалды сактоого болбойт. Буга бир нече факторлор таасир этет:
- мунай ачарчылык, майлоочу суюктук менен камсыз кылуу, кранквалдын жана бөлүштүрүүчү валдардын подшипниктеринде жасалгандай, поршень менен цилиндрдин ортосундагы аймакка басым астында аткарылбайт жана майлоонун башка ыкмалары дайыма эле туруктуу натыйжа бербейт, атайын май насадки жакшы иштейт, бирок ар кандай себептерден улам, аларды каалабай койду;
- цилиндрдин бетинде начар жасалган же эскирген тонировка үлгүсү, ал мунай пленкасын кармап туруу жана поршендик шакекчелердин күчү астында толугу менен жок болуп кетүүсүн алдын алуу үчүн арналган;
- температуралык режимдин бузулушу термикалык боштуктун нөлгө барабар болушуна, май катмарынын жоголушуна жана поршеньдерде жана цилиндрлерде сызыктардын пайда болушуна алып келет;
- бардык маанилүү мүнөздөмөлөрүнүн бир четтөө менен сапатсыз май колдонуу.
Бул парадоксалдуу көрүнөт, бирок цилиндрдин бети көбүрөөк эскирип кетет, ал демейде чоюндан жасалган болсо да, ал катуу чоюн блок же блоктун алюминийине куюлган ар кандай кургак жана нымдуу лайнерлер.
Жең жок болсо дагы, алюминий цилиндрдин бети атайын тазалоодон өткөрүлөт жана анын үстүнө атайын катуу эскирүүгө туруктуу каптама катмары түзүлөт.
Бул поршеньге бир кыйла туруктуу басым менен шартталган, ал майлоо учурунда дээрлик кыймыл учурунда андан металлды чыгарбайт. Ал эми цилиндр чакан контакт аянтына байланыштуу жогорку өзгөчө басымы бар жазгы шакекчелердин орой иштөөсүнө дуушар болот.
Албетте, поршень да жайыраак ылдамдыкта болсо да эскирет. Эки сүрүлүүчү беттердин жалпы эскиришинин натыйжасында боштук тынымсыз көбөйүп, бирдей эмес.
Шайкештик
Баштапкы абалда цилиндр өзүнүн аталышына толугу менен шайкеш келет, ал бүт бийиктикте туруктуу диаметри бар геометриялык фигура жана огуна перпендикуляр болгон каалаган кесимдеги тегерек. Бирок, поршень бир кыйла татаал формага ээ, андан тышкары, анын жылуулук бекитүүчү кошумчалары бар, натыйжада ал эксплуатация учурунда бирдей эмес кеңейет.
Ашыкчанын абалын баалоо үчүн юбка зонасында поршень менен анын ортоңку бөлүгүндөгү цилиндрдин диаметрлеринин айырмасы тандалат.
Формалдуу түрдө жаңы тетиктер үчүн жылуулук ажырымы болжол менен миллиметрдин 3-5 сотых бөлүгүн түзүшү керек, ал эми эскирүүнүн натыйжасында анын максималдуу мааниси 15 сотыхтан, башкача айтканда, 0,15 ммден ашпоого тийиш деп эсептелет.
Албетте, бул кээ бир орточо баалуулуктар, абдан көп кыймылдаткычтар бар жана алар иш көлөмүнө жараша ар кандай дизайн ыкмалар жана тетиктердин геометриялык өлчөмдөрү боюнча да айырмаланат.
Ажыраттык бузуунун натыйжасы
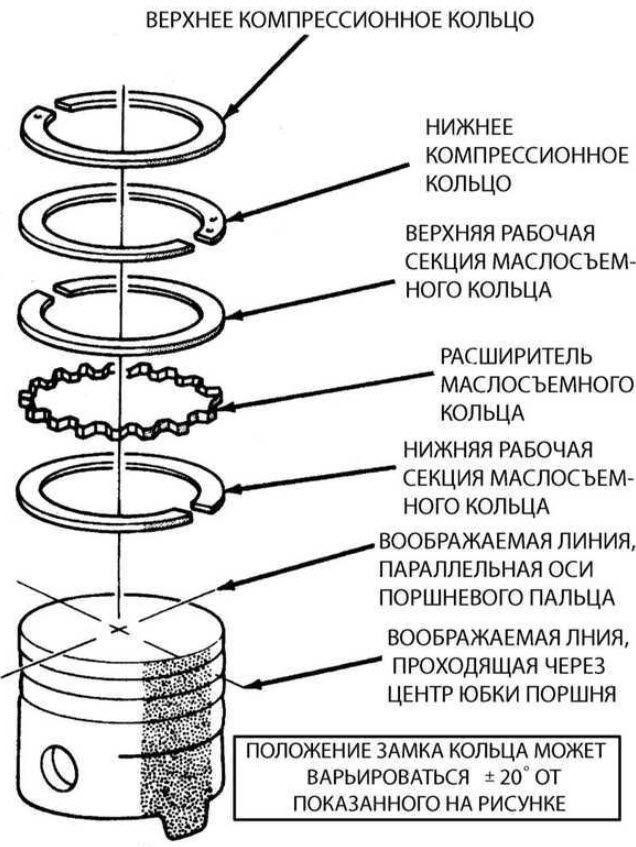
Ашыкчанын көбөйүшү менен, адатта, бул шакекчелердин иштешинин начарлашы менен байланыштуу, күйүү камерасына май көбүрөөк кире баштайт жана калдыктарга жумшалат.
Теориялык жактан алганда, бул кысуу азайтышы керек, бирок көбүнчө ал, тескерисинче, кысуу шакекчелериндеги майдын көптүгүнө байланыштуу, алардын боштуктарын жабуу менен көбөйөт. Бирок бул көпкө эмес, шакекчелер кокс, жатып алып, кысуу толугу менен жок болот.

Көбөйтүлгөн боштуктары бар поршеньдер мындан ары кадимкидей иштей албай, тыкылдата баштайт. Поршендин тыкылдаганы нөөмөттө, башкача айтканда, жогорку абалда, шатундун төмөнкү башы кыймылынын багытын өзгөрткөндө, поршень өлүк борбордон өткөндө даана угулуп турат.
Юбка цилиндрдин бир дубалынан алыстап, боштук тандап, карама-каршы жагына күч менен урат. Мындай коңгуроо менен жүрүүгө болбойт, поршень кулап калышы мүмкүн, бул бүт мотор үчүн кырсыкка алып келет.
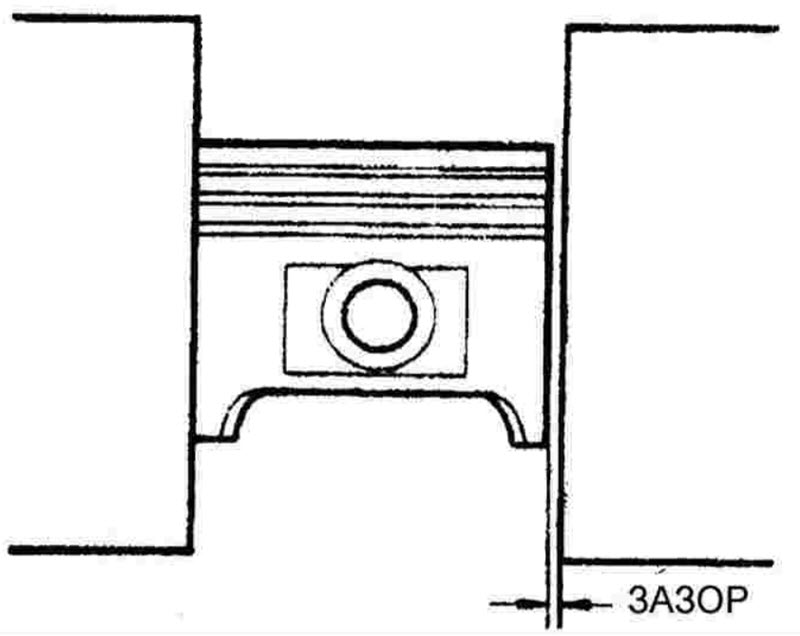
Поршень менен цилиндрдин ортосундагы боштукту кантип текшерүү керек
Ачышыкты текшерүү үчүн өлчөө жабдуулары микрометр жана ички өлчөгүч түрүндө колдонулат, бул жуп миллиметрдин ар жүздөн бир бөлүгүнө жооп берүүгө мүмкүндүк берген тактык классына ээ.
Микрометр манжага перпендикуляр, анын этегинин зонасында поршеньдин диаметрин өлчөйт. Микрометр таякчасы кыскыч менен бекитилет, андан кийин анын өлчөөчү учу микрометр таякчасына таянып, ички ченегич нөлгө коюлат.
Мындай нөлдөн кийин, калибрдин көрсөткүчү поршень диаметринен миллиметрдин жүздөн бир бөлүгүндө четтөөлөрдү көрсөтөт.
Цилиндр үч тегиздикте, үстүнкү бөлүгүндө, ортоңку жана ылдыйкы бөлүгүн поршендик штрих зонасы боюнча өлчөйт. Өлчөө манжанын огу боюнча жана туурасынан кайталанат.

Натыйжада, эскиргенден кийин цилиндр абалын баалоого болот. Талап кылынган негизги нерсе - "эллипс" жана "конус" сыяктуу бузуулардын болушу. Биринчиси кесимдин тегеректен овалга карай четтеши, экинчиси вертикалдык ог боюнча диаметрдин өзгөрүшү.
Бир нече гектар четтөөлөрдүн болушу шакекчелердин нормалдуу иштешинин мүмкүн эместигин жана цилиндрлерди оңдоонун же блокту алмаштыруунун зарылдыгын көрсөтүп турат.
Заводдор кардарларга ийкемдүү вал (кыска блок) менен блоктордун жыйындысын таңуулайт. Бирок көбүнчө тешикти оңдоо, оор учурларда - жең менен, поршеньдерди жаңы стандарттуу же чоң оңдоо поршеньдерине алмаштыруу менен бир топ арзаныраак болуп чыгат.
Стандарттык поршеньдүү жаңы кыймылдаткычтар болбосо да, боштуктарды так тандоого болот. Бул үчүн поршеньдер диаметри жүздөн бир четтөө менен топторго бөлүштүрүлөт. Бул кемчиликсиз тактык менен ажырымды орнотууга жана оптималдуу мотор иштешин жана анын келечектеги жашоосун камсыз кылууга мүмкүндүк берет.
